Декоративная обработка древесины стр.108
Блок совмещенных заготовок приклеивают к торцу переходной колодки, которую закрепляют на поперечных сапазках суппорта. На оправке устанавливают фрезу толщиной 0,5—1 мм (рис. 88.1 Б). Поперечной подачей с блока срезают лишний материал, «открывая» пакет гребенок. Отведя сапаз-ки на себя, на поверхность среза быстро схватывающимся клеем наклеивают бумагу (можно применить готовую кле-евую бумагу). Как только клей высохнет, суппорт подают впево на
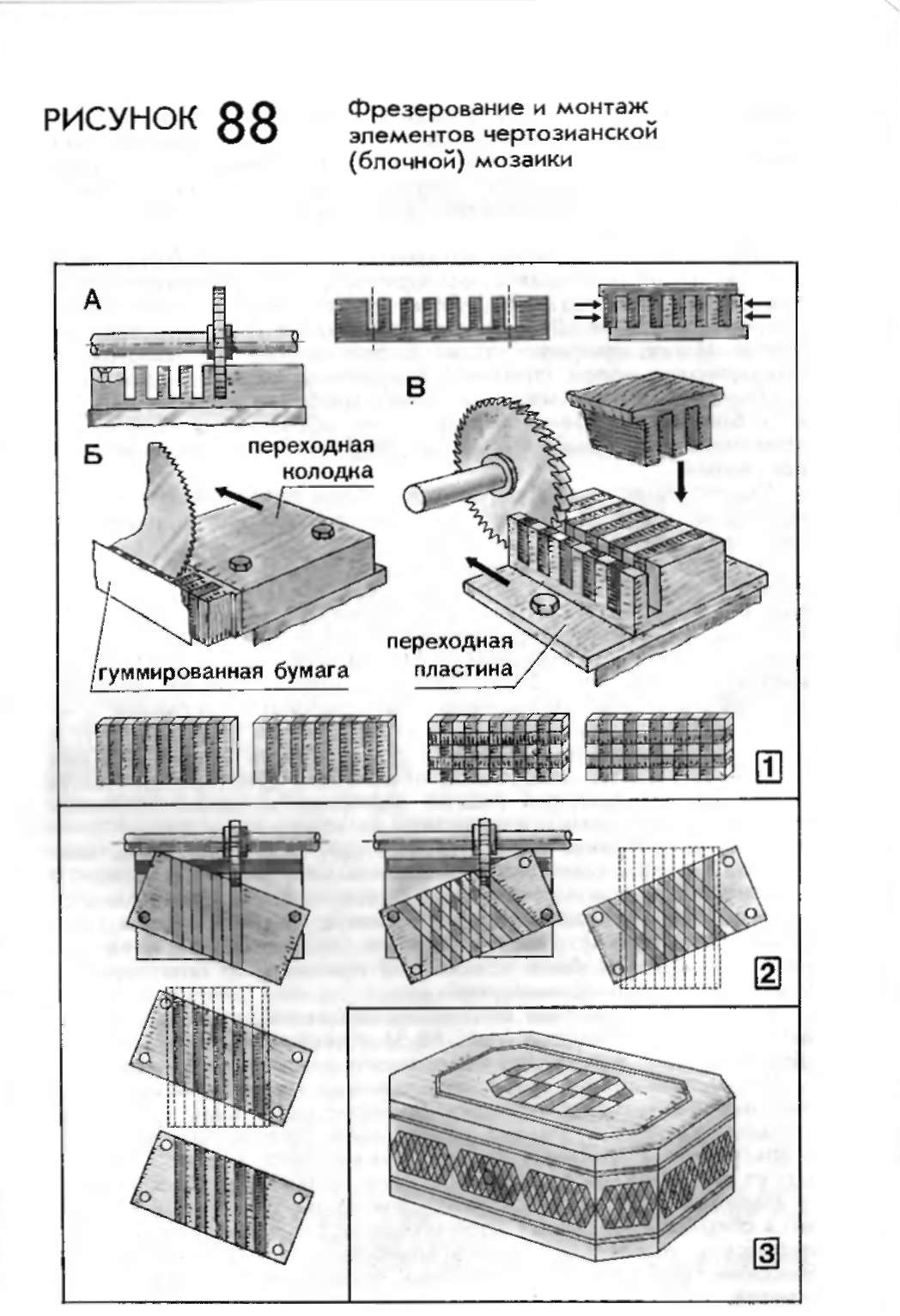
толщину слипа и ширину фрезы и поперечной подачей срезают спой набора, вернув салазки в исходное поло-жение, открывшуюся поверхность также проклеивают лоскутом бумаги,^а затем отрезают очередной слой набора. Из блока шириной 15 мм напиливают 5—6 пластин линейного мозаичного набора.
Перекрестный монтаж элементов мозаичного блока производят после ^повторного его фрезерования. Предварительно срезав лишний материал, бпок приклеивают к переходной пластине (рис. 88.1В), которую закрепляют на салазках суппорта. Поспе прорезки пазов блок отделяют от пластины и соединяют с новой (третьей) специально профрезерованной гребенкой. При совмещении новая гребенка должна охватывать блочную с обеих сторон. Таким образом на края перекрестного блока выйдут цельные гребни, более прочные, чем составные.
После опрессовки перекрестный блок приклеивают к лере7 ходной колодке и по ранее описанной технологии нарезают пластинки с клеточным мозаичным набором.
Для фрезерования блоков с косым направлением пазов заготовки закрепляют на салазках под определенным углом. В выносных частях заготовки просверливают четыре отверстия, в которые попарно вводят крепежные болты с потайными головками. Закрепив заготовку, фрезеруют ряд пазов и формируют гребни (рис. 88.2). Затем из другой древесины фрезеруют две вставные гребенки. Фрезерование вставных гребенок может быть не наклонным, а прямым (рис. 88.1 А). В этом случае вставная гребенка должна быть шире несущей (на рисунке вставная гребенка обозначена пунктиром), мосле склеивания и просушки лишний материал вставной гребенки удаляют отпипиванием и зачисткой на абразивном диске.
Полученный бпок через вторую пару отверстий вновь закрепляют на салазках суппорта под симметричным наклоном к плоскости дисковой фрезы. Нарезав пазы в прежнем порядке, в них вклеивают вторую вставную гребенку (также показана пунктиром). Поспе удаления лишнего материала получают наборный блок с темными наклонными полосками и светлыми ромбовидными ячейками.
Блок распиливают на отдельные пластинки, которые вклеивают в готовое изделие (рис. 88.3). Клеевую бумагу удаляют шлифованием, после чего поверхность изделия отделывают.
Как указывалось, выше приведенные примеры изготовления блочной мозаики являются наиболее простыми, поскольку толщина гребня совпадает с толщиной фрезы. Однако размеры пазов и гребней, формируемых даже одной фрезой, могут варьироваться и образовывать орнаменты с полосками и ячейками различной ширины. Для такой технологии требуется специальный расчет продольных подач заготовки, сочетающийся с предельной внимательностью при фрезеровании. Вы сокие требования к точностным показателям также сохраняются.
