Декоративная обработка древесины стр.38
Обе детали поочередно закрепляют на прямых кулачках враспор (второй установ). Детали обрабатывают небольшими подачами инструмента, постепенно придавая им форму нижней и верхней части яблока и не затрагивая при этом полосу заготовки, расположенную вблизи среза (на рисунке полоса помечена пунктиром). Когда обе части яблока будут готовы, вытачивают муфту-вкладыш (рис. 33.2). Длина муфты должна быть чуть меньше, чем сумма глубин полостей, расточенных в основании и крышке яблока. Готовую муфту по краю смазывают клеем и вставляют в полость основания. Основание и крышку яблока соединяют, совмещая их по текстуре, закрепляют через промежуточные кольца на шпинделе станка и шлифуют полосу стыка (рис. 33.3). Крышку яблока просверливают для закрепления черенка. (Методы вырезания черенка с листом изложены в разделе «Резные работы»).
Блюдце под яблоко вытачивают из светлой плотной древесины. Заготовку обрабатывают за два установа (рис. 33.4). Сначала заготовку закрепляют в кулачках патрона через цилиндрическую (или трехгранную) переходную колодку, притянутую к заготовке шурупами. Подрезным резцом и стамесками формируют внешнюю поверхность блюдца. Затем колодку снимают, заготовку переворачивают и в кулачки зажимают выступ дна блюдца. Поджав заготовку задним центром с промежуточным металлическим или деревянным вкладышем, обрабатывают полость блюдца, после чего центр отводят и осторожно дорезают серединную часть.
По образцу точения деталей яблока изготавливают небольшие круглые шкатулочки, табакерки и другие полые изделия.
Все приведенные выше примеры содержат принципиальные схемы технологического процесса изготовления наиболее характерных деталей, встречающихся в практике декоративной токарной обработки. Однако порядок изготовления простых деталей действителен и для точения изделий сложного прорисунок 34
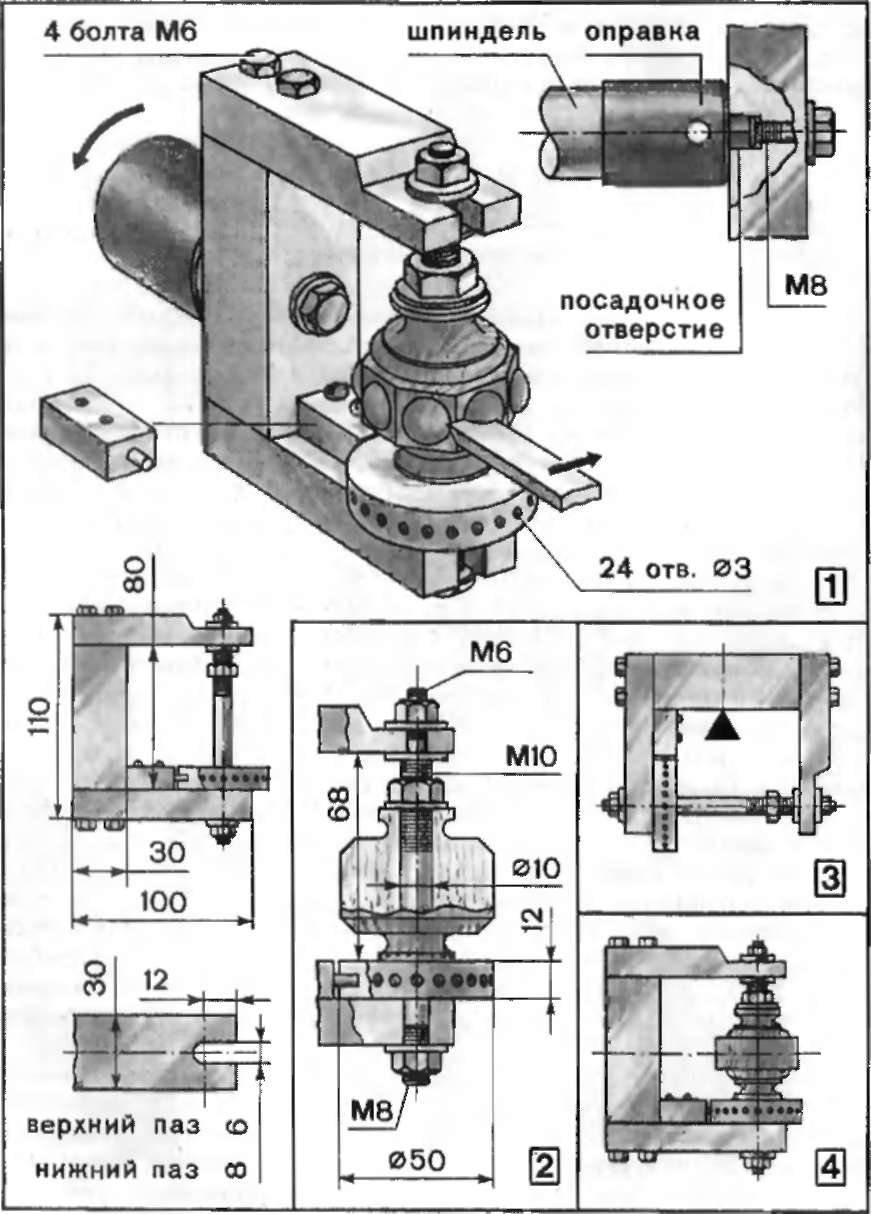
Приспособление для обработки деталей с несколькими осями точения
ние детали на некоторую величину, впоследствии срезаемую, а также применение подкладочных шайб или колец для установки заготовки на поворотной оси по заданному уровню.
Пользуясь незначительным пюфтом в креплении (четыре болта Мб), положение горизонтальных брусков регулируют и выставляют так, чтобы ось шпинделя проходила через центр поворотной оси приспособления. Только в этом случае вытачиваемые полусферы окажутся в центре образуемых граней. После регулировки на вертикальном бруске и оправке делают общую красную отметку для точной повторной установки приспособления.
Заготовку под граненую деталь вытачивают на оправке диаметром 10 мм, зажатой в трехкулачковом патроне. Затем патрон снимают со шпиндепя и устанавливают приспособление. Заготовку надевают на поворотную ось и зажимают гайкой М10. Установив ось в пазах, затягивают верхнюю и нижнюю гайки. Заготовку обрабатывают при частоте вращения шпинделя, не превышающей 1200 об/мин.
Грани обрабатывают обычными ипи фасонными резцами. Из рис. 35.1 видно, что на обрабатываемой детали расстояние от сферы до угла площадки (по диагонали) значительно больше, чем от сферы до ребра. При поперечной подаче резец полностью обрабатывает всю грань, поэтому его режущая кромка А может быть короткой. При этом важно рассчитать профиль и величину перемещений резца таким образом, чтобы поверхность ранее вырезанной сферы не задевалась режущей кромкой. При продольной подаче фасонного резца (рис. 35.2) режущая кромка А должна быть достаточно длинной и перекрывать диагональ грани.
