Декоративная обработка древесины стр.49
На рис. 46.5Г показан орнамент, составленный из наклоненных прямоугольников. Каждый из них фрезеруется в повернутых на один угол тисках лри поочередной лодаче вертикального и горизонтального суппортов.
На рис. 46.6 показан образец фрезерования сетчатой поверхности торцевой четвертькруглои фрезой. Деталь обрабатывают за два установа левой и правой половин. Шестигранная площадка, оставленная под ручку, является «перебивкой» орнамента. Ее включение значительно упрощает переналадку при фрезеровании обеих половин детали. Подобные «перебивки» применяют и при наборе отдельных орнаментальных частей в длинные полосы. Стыки, проходящие через «перебивки», закрывают плоскими декоративными розетками круглой или граненой формы.
Для незаметной стыковки сппошного орнамента подбирают такой его рисунок, при котором составные элементы соединяют по линиям фрезерованного профиля.
3. Фрезерование фасонной поверхности по кругу
Фрезерование рельефа по поверхности круглой деревянной детали осуществляется с помощью универсального делительного приспособления, основной блок которого показан на рис. 47.1. Корпус блока, изготовленный из букового бруска, имеет в своих плоскостях несколько крепежных отверстий.
Размеры корпуса блока подобраны таким образом, что при непосредственном его закреплении на суппорте ось поворота изделия оказывается на одном уровне с осью шпинделя. Установленную на блоке деталь можно поворачивать на определенный угол, фиксировать в заданном положении и обрабатывать ее часть в осевом, радиальном и других направлениях.
Для поворота детали на заданную кратную долю приспособление снабжено делительным диском (рис. 47.2). По периферии диска нанесены риски двух параллельно идущих шкал на 48 и 40 делений. Отдельное применение обеих шкал позволяет разделить круг соответственно на: 2. 3, 4, 6, 8, 12, 16, 24, 48 и 2, 4, 5, 8, 10, 20, 40 равных частей.
Блок закрепляют на горизонтальном суппорте болтом М10, пропущенным в одно из двух вертикальных отверстий корпуса (рис. 47.3). Непосредственно под головкой болта протачивают шейку, которая должна свободно проходить в паз салазок суппорта.
Деревянную заготовку закрепляют на металлической оправке болтом М8 и обрабатывают на токарном станке под необходимый размер и форму. Серию деталей поочередно закрепляют на оправке и обтачивают по единому образцу (рис. 47.4).
Затем оправку устанавливают во фланце поворотной оси приспособления и закрепляют тремя болтами Мб (рис. 47.5). Поворотная ось проходит через втулку, запрессованную в деревянный корпус блока5. На правом конце поворотной оси жестко крепится делительный диск. В собранном состоянии
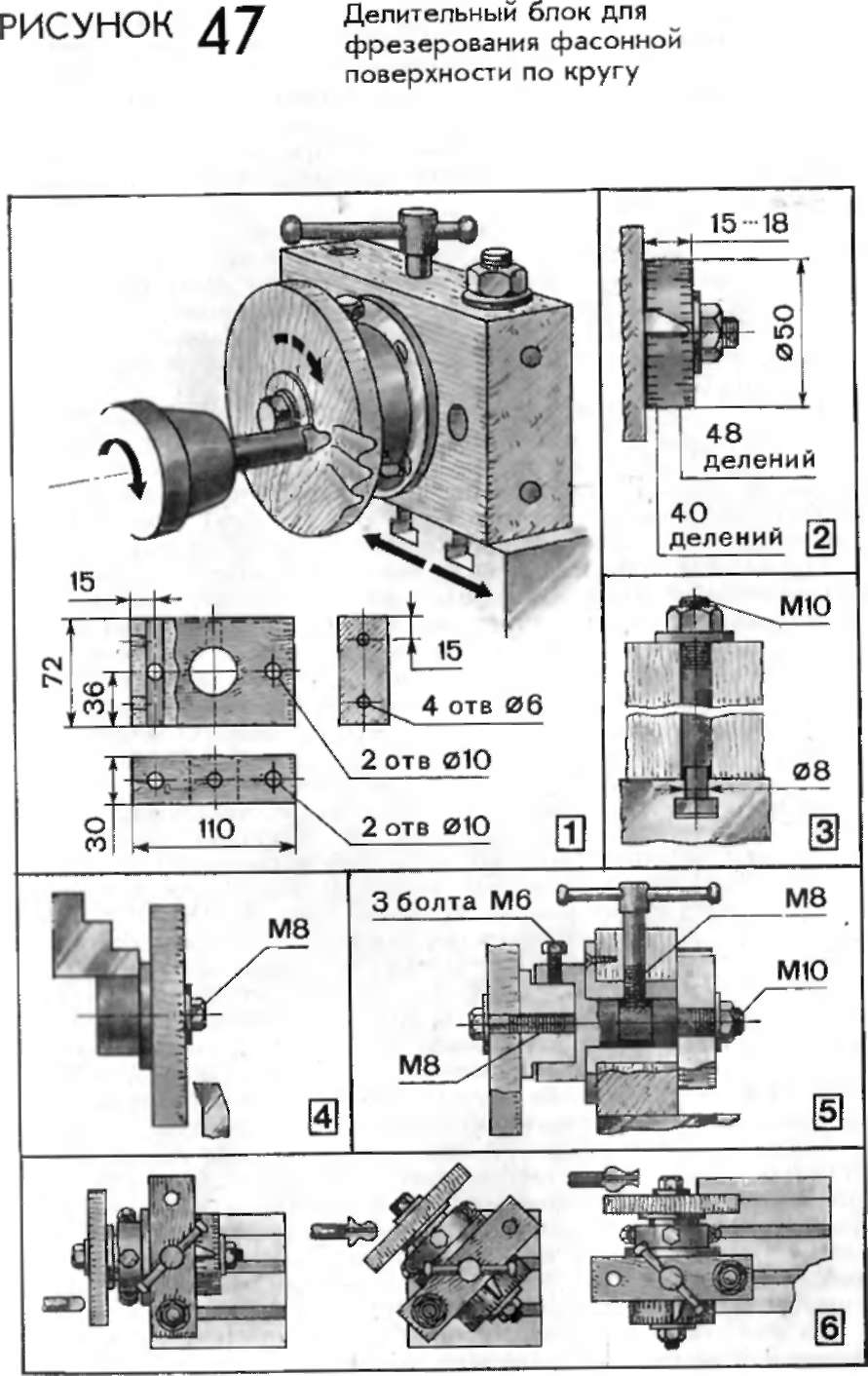
поворотная ось должна свободно вращаться во^ втулке без осевого биения. В центре оси протачивают шейку (меньше диаметра оси на 1,5—2 мм), в которую упирается стопорный винт Мо, проходящий через корпус приспособления и отверстие с резьбой во втулке. Через гоповку стопорного винта пропущен скользящий рычажок. Стопорным винтом поворотная ось фиксируется в положении, определяемом по шкапам делительного диска.
