Декоративная обработка древесины стр.51
Фрезерование орнаментальных розеток фрезами сложного профиля показано на рис. 49. Разрабатывая проект изделия, элементы орнамента строят таким образом, чтобы их можно было воспроизвести сочетаниями двух, трех и более фасонных фрез. На рис. 49.1 показано формирование орнамента по кругу двумя фасонными фрезами. Первой фрезой (рис. 49.1 А) по плоскости розетки вырезают предварительный контур двенадцати элементов орнамента. Затем фрезой другого профиля, установленной под некоторым углом к плоскости детали, выбирают древесину в центре контура, образованного предыдущим фрезерованием (рис. 49.1 Б). При повторном фрезеровании деталь фиксируют по рискам, лежащим в середине каждой 12-й части шкалы, т.е. по рискам, соответствующим 24-кратному делению.
На рис. 49.2А первой фрезой предварительно формируют десять крупных элементов орнамента. Затем делительный блок поворачивают на 90°, и деталь оказывается развернутой своей обрабатываемой плоскостью к торцу фрезы (рис. 49.2Б), которой вырезают две концентрические полусферы — вогнутую и выпуклую. При ^этом поворотную ось фиксируют посередине каждой десятой части, т.е. по шкале с двадцатью делениями.
На рис. 49.3 показаны этапы фрезерования 12-гранной розетки тремя фасонными фрезами. Сначала, с фиксацией детали на каждом 12-м делении шкалы, торцевой фрезой выбирают часть древесины, формируя двенадцать полусфер и дугообразных наклонных ступенек (рис. 49.ЗА). Затем делительный блок поворачивают на 90 и сквозным проходом фрезы с профилем лезвия в четверть окружности прорезают край детали (рис. 49.ЗБ). При этом срезается клиновидный
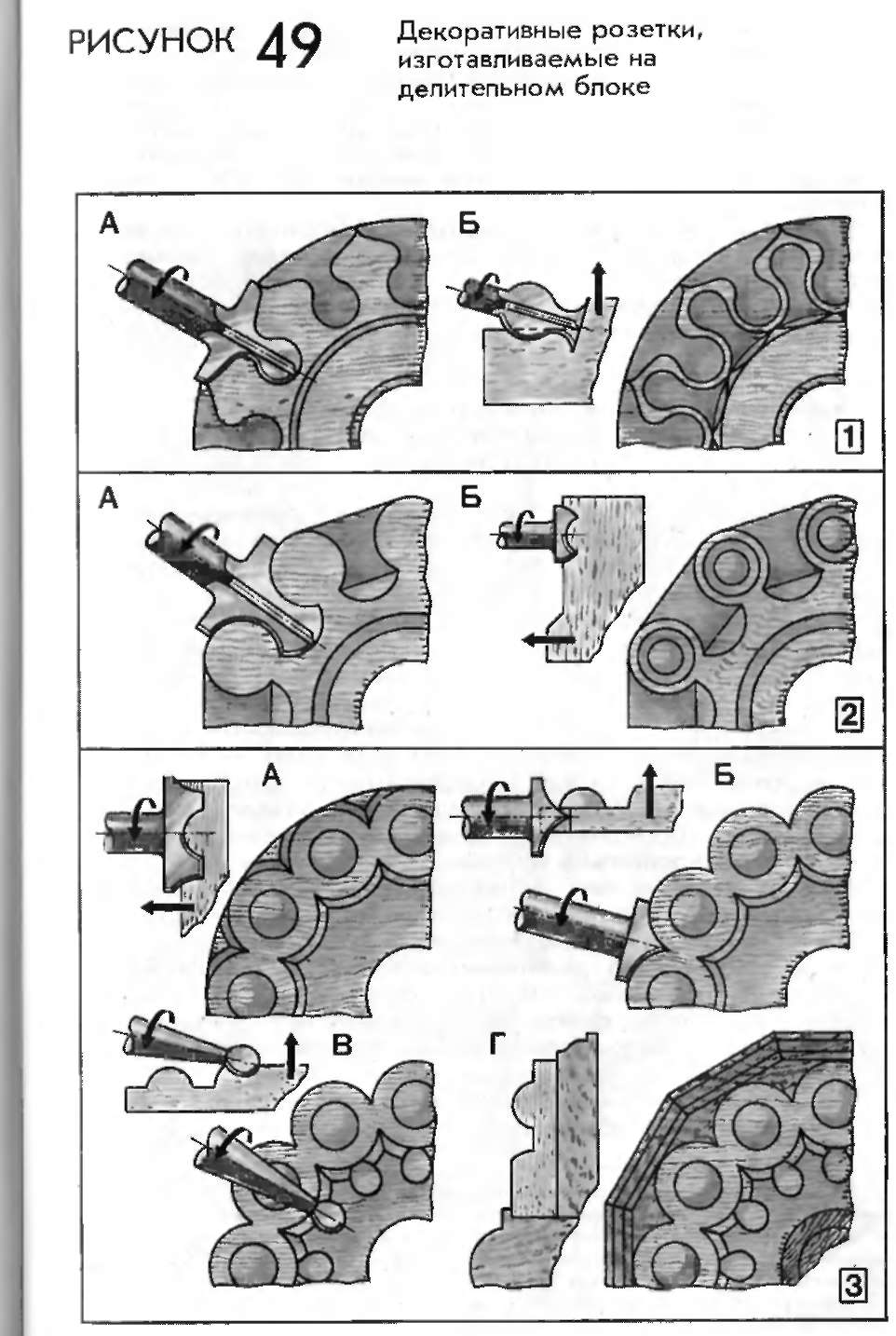
остаток предыдущего фрезерования^ и детапь получает контур из двенадцати полуокружностей. Фиксация детали для второго фрезерования _ ведется по шкале двадцатью четырьмя делениями. Третьей небольшой фрезой на поверхности дугообразных ступенек вырезают двенадцать полусфер (рис. 49.3В). Попожение детали фиксируют по первоначальным двенадцати делениям, применяемым при работе первой фрезой.
Вырезанную деталь соединяют с 12-гранной пластиной. Технологические отверстия в центре закрывают пробкой с фигурной головкой (рис. 49.ЗГ). Удлиненный конец пробки может служить элементом крепления собранной розетки на декорируемой плоскости.
4. Фрезерование профилированных многогранников
Для фрезерования профилированных граней по контуру квадратной, прямоугольной или круглой заготовок1 делительный блок через деревянные или металлические прокладки закрепляют на фрезерном суппорте (рис. 50.1). Два сквозных болта М8, вставленных головками в один из пазов фрезерного стола, пропускают через подкладки, корпус блока и затягивают гайками. Между корпусом и гайками прокладывают толстые стальные шайбы диаметром 20—25 мм. С подвеской блока на фрезерном суппорте обрабатываемая заготовка получает еще одно — вертикальное — движение и может передвигаться в пространстве по трем координатам. Ход фрезерного стопа позволяет снимать древесину с небольших заготовок при их вертикальном перемещении относительно фрезы. Для обработки заготовок с размером стороны или диаметра до 150 мм делительный блок закрепляют максимально высоко, пропуская крепежные болты в верхний паз фрезерного стопа (возможно еще более высокое закрепление делительного блока на металлических удлиненных подставках). Из этого положения заготовку постепенно подают на фрезу сверху, древесина срезается поперечным смещением горизонтального суппорта, и фасонная грань формируется под осью заготовки.
