Декоративная обработка древесины стр.75
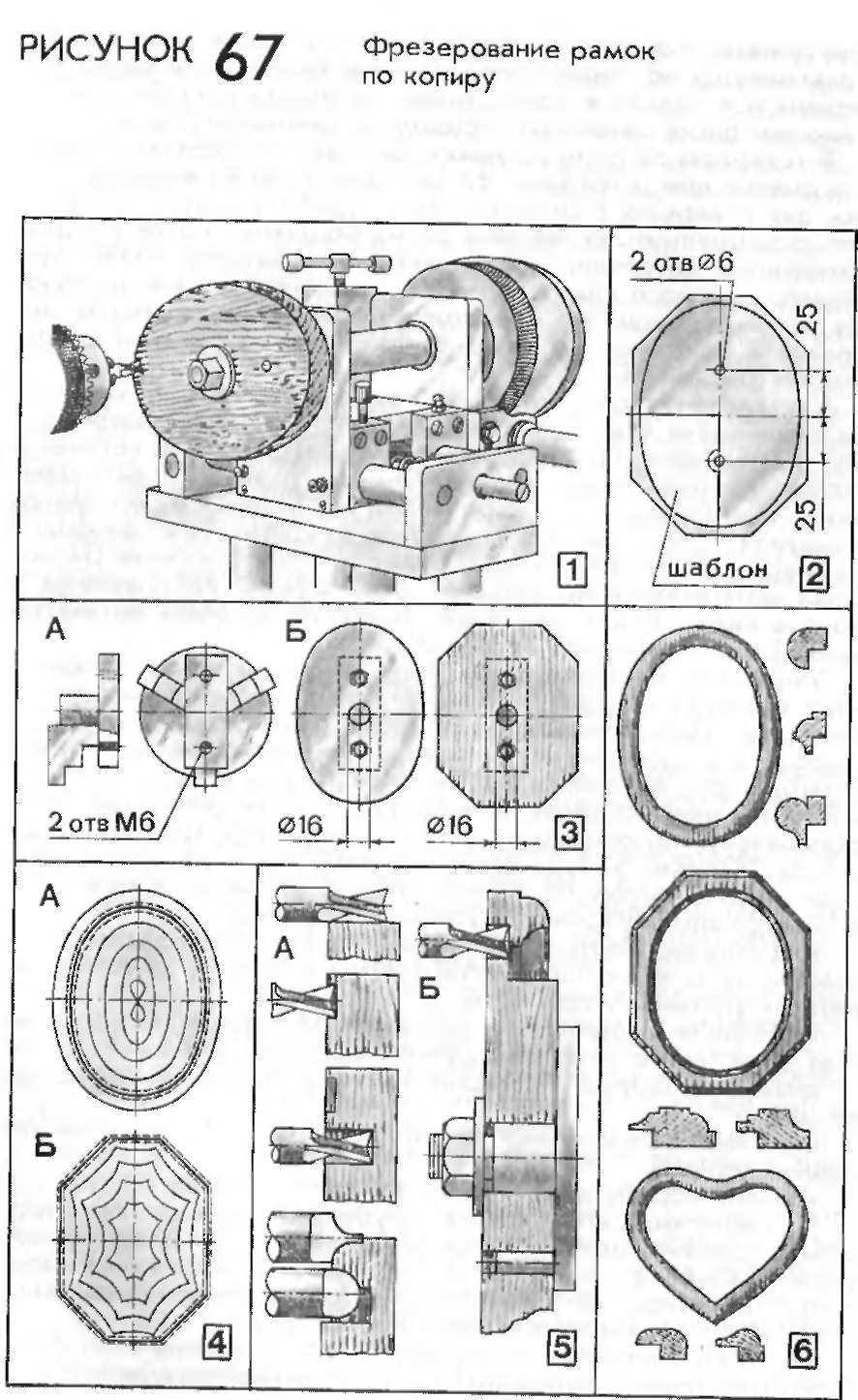
Для фрезерования граненых рам аналогичным путем изготавливают копир с построенным и тщательно обточенным ло периметру многоугольником.
Идеальное соответствие фрезеруемой рамки копиру может быть только при соблюдении следующих условий:
диаметры фрезы и копирного ролика должны быть одинаковыми;
величина фрезеруемого контура должна быть равна величине копира;
фрезой обрабатывается внешний контур рамки.
На практике эти усповия трудновыполнимы, поскольку рамка должна иметь определенную ширину. Поэтому ог-ранку применяют, в основном, как кант, фрезерование которого происходит в узкой полосе (обозначена пунктиром), близкой по размерам к копиру (рис. 67.4Б).
Особого внимания заслуживает эффект искривления фр« зеруемых граней, вызванный тем, что копир обкатывается н«*
по математической точке, а по ролику, имеющему определенный радиус. Точка соприкосновения копира и ролика постоянно смещается по вертикали, нелинейно меняя расстояние между их центрами. Искажения усиливаются с уменьшением размеров фрезеруемого контура. С увеличением размеров кривизна проявляется меньше, но увеличивается радиус скругления углов.
Эффект искривления линий многогранника может быть использован самостоятельно: с определенным интервалом плоскость покрывают замкнутыми криволинейными многоугольниками — бороздами фасонного профиля (механическое гиль-оширование). В большинстве случаев фрезерование ведут «на уменьшение», когда показанный эффект проявляется наиболее отчетливо.
Фрезерование рамок производят в следующем порядке.
На правый конец копирной оси надевают и закрепляют копир. При этом шпилька заходит в одно из отверстий копира. На левый конец копирной оси надевают и закрепляют заготовку. Шпилька также проходит через одно из отверстий заготовки.
Сжимая пружину, платформу подают на себя и затягивают ее фиксатор. Вращая рукоятку, копир поворачивают так, чтобы его большая ось встала горизонтально. Штангу подают на себя до упора ролика в край копира и в этом положении ее зажимают, жестко соединяя со стойкой. Фиксацию платформы снимают. Теперь платформа оказывается под давлением пружины, действующей враспор, и ее дальнейшее смещение по направляющим будет управляться копиром.
В патрон дополнительного шпинделя устанавливают концевую фрезу диаметром 8—10 мм. Поперечным смещением суппорта станка заготовку выводят на фрезерование внешнего контура рамки с припуском 1—1,5 мм (рис. 67.5А).
Включив двигатель (скорость вращения фрез'ы до 3000 об/мин), приспособление подают продольно, углубляя фрезу в заготовку на 2—3 мм. Прекратив движение суппорта, вращают рукоятку оси редуктора. Копирная ось начнет вращаться, и под действием копира придет в движение платформа. После завершения полного оборота на заготовке прорежется овальная борозда. Подав заготовку продольно еще на 2—3 мм, делают второй оборот и т.д., пока она не будет прорезана до конца и не отойдет лишний материал. Отведя приспособление в исходное положение и выключив двигатель, полученный овал замеряют и, сделав поправку, поперечной лодачей устанавливают заготовку под чистовую обработку. Включив двигатель и подавая приспособление продольно, заготовку вращают и в несколько проходов фрезеруют ее внешний срез начисто.
