Декоративная обработка древесины стр.87
Фрезерование орнамента с круглыми элементами с применением ограничителей дуг дает своеобразный плетеный
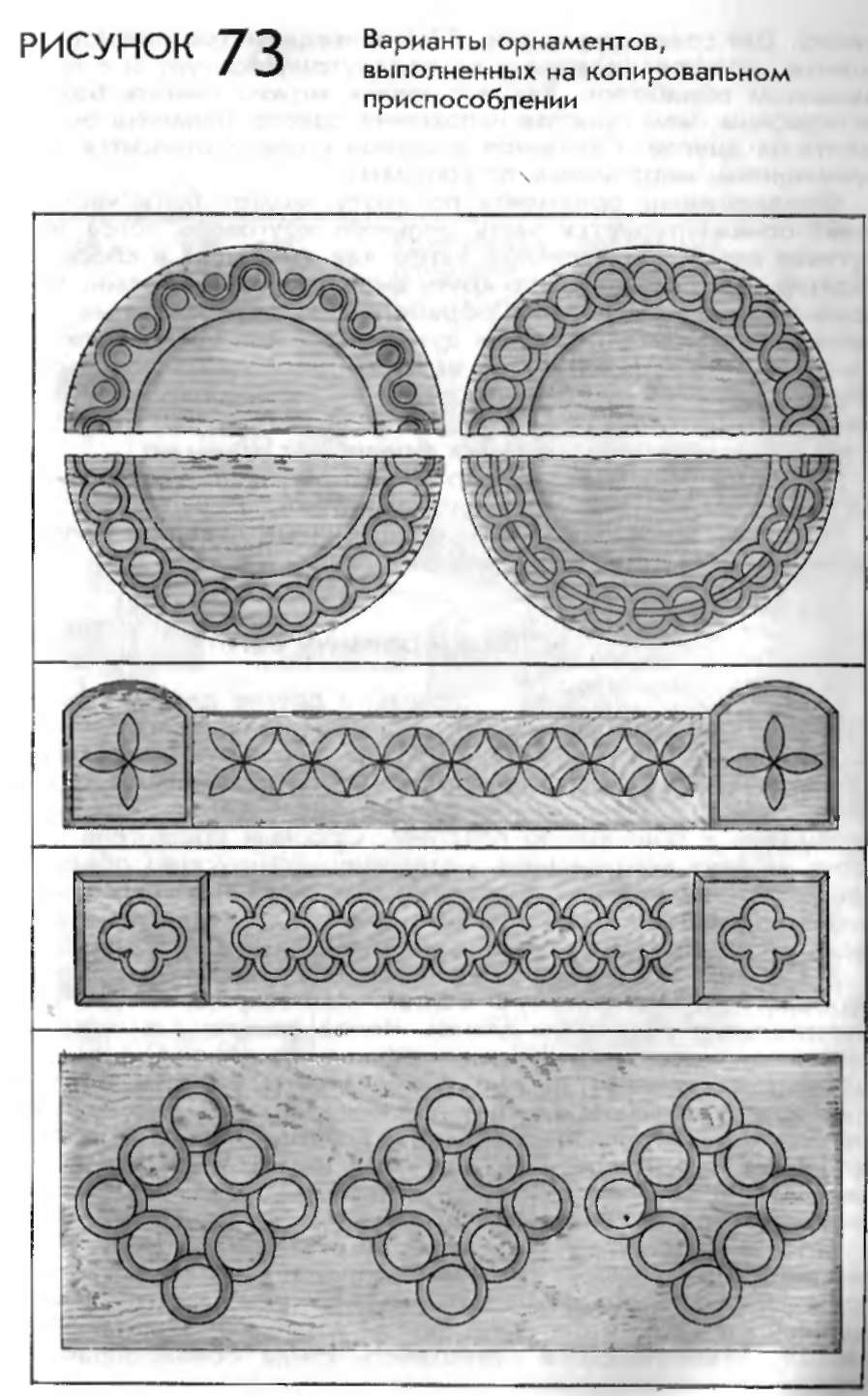
декор. Для сравнения на рис. 72.6 приведены две пары орнаментов, профрезерованных по замкнутому контуру и с прерыванием обработки. Эффект «вязи» можно считать бопее интересным, чем простое наложение одного элемента орнамента на другой. Сказанное в равной степени относится и к орнаментам, вырезанным по копирам.
Фрезерование орнамента по кругу может быть частичным: орнаментируется часть цельного кругового пояса ипи дуговая деталь, вставляемая затем как фрагмент в сборное изделие. Если орнамент по кругу выполняется с паузами, его крайние элементы должны обрабатываться как конечные завитки. Для орнаментирования дуговых деталей на поворотно-делительном устройстве устанавливают переходную доску круглой или иной формы. На доске закрепляют обрабатываемые детали (отдельные круговые секторы, дуговые полосы и т.п.), на поверхности которых фрезеруют орнамент.
Профрезерованный геометрический орнамент может быть дополнен отдельными резными элементами.
На рис. 73 показаны орнаментированные изделия, выполненные на копировальном приспособлении.
11. Фрезерование багета
Багет, карнизы и другие детали с продольным профилированием изготавливают на приспособлении, изображенном на рис. 74.1. Профиль формируют сквозным фрезерованием заготовок простыми или фасонными фрезами. Приспособление имеет две основные детали: опорный кронштейн и прижимную пластину. Опорный кронштейн состоит из двух вертикальных металлических брусков, объединенных горизонтальной пластиной, имеющей прямоугольный вырез. Кронштейн крепят к фрезерному стопу двумя длинными болтами М8, пропущенными в нижний Т-образный паз.
В верхней плоскости фрезерного стола сверлят четыре отверстия, нарезают резьбу и болтами Мб закрепляют две горизонтальные разрезные планки. Через отверстия в планках пропускают два вертикальных стержня, на нижних фланцах которых закрепляют прижимную пластину. Головки болтов крепления утапливают в толщу пластины так, чтобы ее нижняя плоскость была ровной. Прижимная пластина может быть изготовлена из металла, текстолита ипи из толстой фанеры. В центре пластины депают паз, в котором перемещается и фиксируется ось прижимного ролика.
Опорный кронштейн с двух сторон охватывает фрезу, закрепленную на оправке, которая протачивается в рабочем положении с поджатием вращающимся центром. Между шпиндельной оправкой и оправкой фрезы устанавливают стальное кольцо, увеличивающее поверхность стыка обеих оправок.
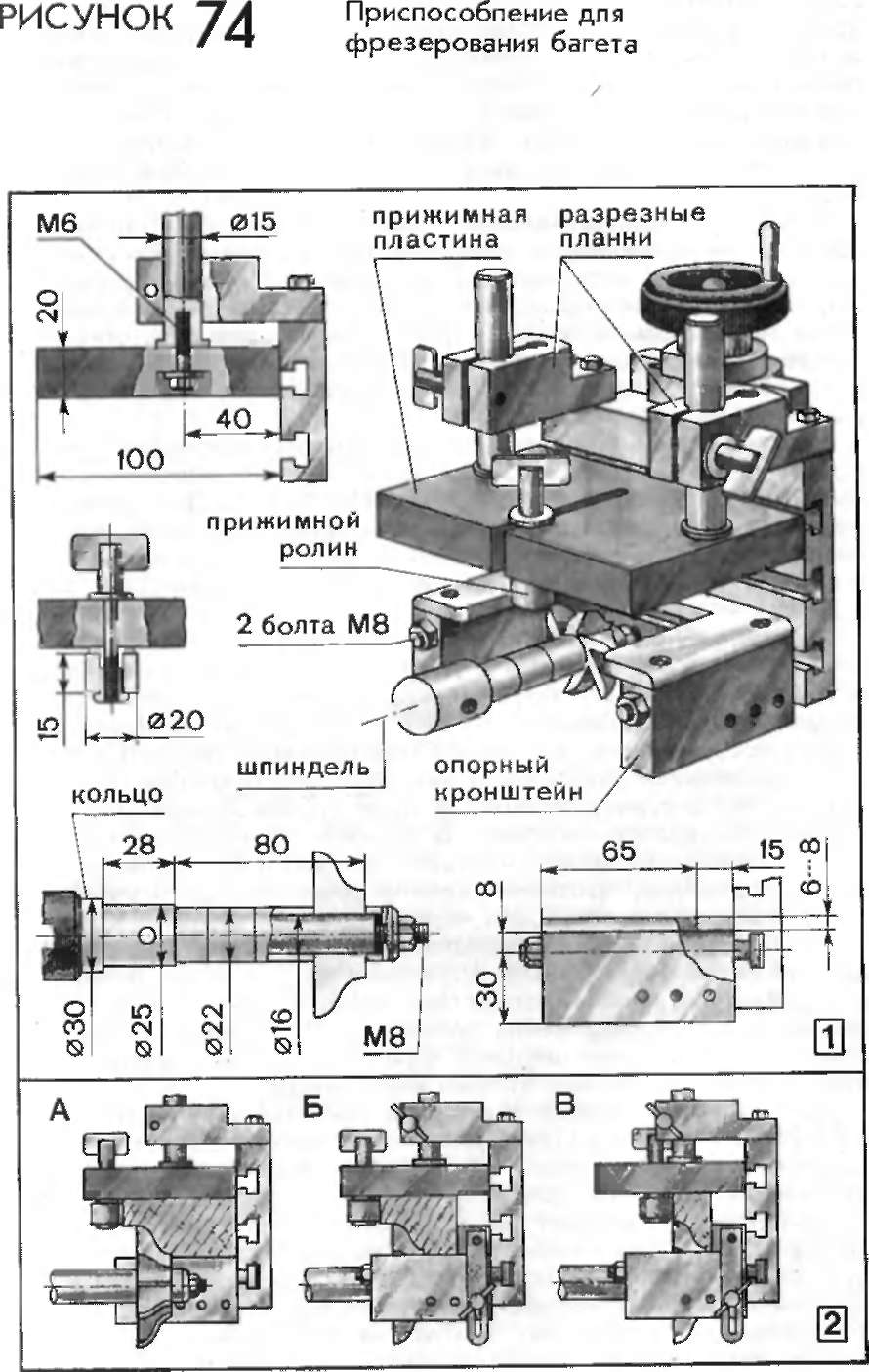
После протачивания обе оправки и кольцо маркируют общей красной попосой. В утолщении фрезерной оправки сверлят отверстие, в которое вставляют вороток при свинчивании и развинчивании оправок. Фрезу вместе с установочными кольцами надевают на оправку и затягивают гайкой М8. Установочные кольца придают оправке большую жесткость, а их перестановка позволяет закреплять фрезу в любой точке оправки.
Обрабатываемую заготовку вводят в пространство между прижимной пластиной и опорным кронштейном. Регулирование зазора под вертикальный размер заготовки осуществляется подъемом и опусканием прижимной пластины, фиксация ее на необходимом уровне производится зажимом стержней в отверстиях разрезных планок. Перемещением оси прижимного ролика регулируется зазор, соответствующий горизонтальному размеру заготовки.
