Материаловедение для столяров и плотников стр.89
Заготовки вырабатывают из древесины всех основных хвойных и лиственных пород.
Классификация. Заготовки по видам обработки различают: пиленые, полученные путем пиления; клееные, изготовленные из нескольких более мелких заготовок путем склеивания их по длине, ширине, толщине; калиброванные, обработанные до заданных размеров (табл. 6).
Таблица 6. Размеры заготовок, мм
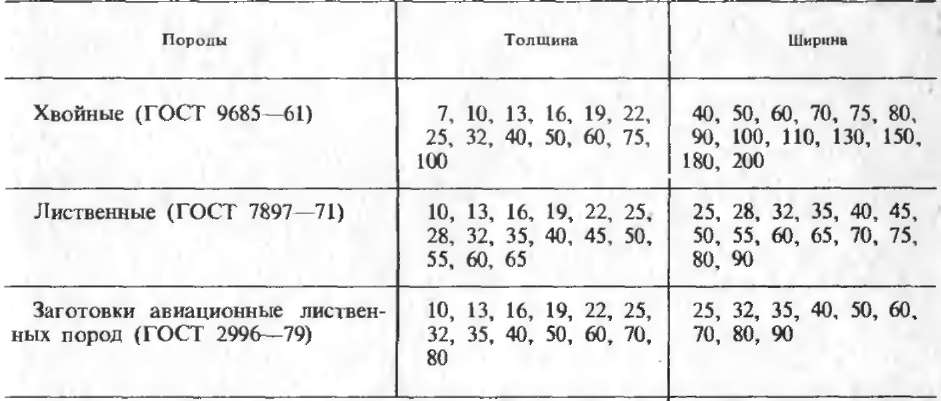
Авиационные заготовки в зависимости от физико-механических свойств подразделяются на три группы: с повышенными, оптимальными и пониженными свойствами. Их длина 1000—3500 с градацией 100 мм. Изготовляются из древесины бука, дуба, ясеня, липы, ольхи черной, березы желтой и черной. Заготовки применяются для изготовления деталей самолетов, вертолетов, авиационных винтов и лыж.
Заготовки из древесины лиственных пород для штучного паркета допускается изготовлять шириной от 30 до 90 мм с градацией 5 мм и длиной от 150 до 500 мм с градацией 50 мм.
Заготовки из древесины хвойных пород толщиной от 7 до 100 мм и шириной более двойной толщины называют досковыми, а при толщине от 22 до 100 мм и ширине не более двойной толщины — брусковыми. Длины заготовок хвойных от 0,5 м, лиственных от 0,3 до 1 м имеют градацию 50 мм; при длине заготовок свыше 1 м, лиственных от 0,3 до 1 м имеют градацию 50 мм; при длине заготовок свыше 1 м градация равна 100 мм. Допускается поставка кратных по длине заготовок.
Качество. Заготовки хвойных пород вырабатывают четырех групп, а лиственные трех сортов. Размеры и количество допускаемых пороков указаны в ГОСТ 9685—61 и ГОСТ 7897—71.
Шероховатость поверхности заготовок допускается не ниже 2-го класса, калиброванных — не ниже 4-го класса. Торцовка заготовок производится перпендикулярно продольной оси заготовок. Отклонения от перпендикулярности торцов допускаются не более 5 % соответственно размера толщины и ширины заготовок. Хранят калиброванные и клееные заготовки в сухих закрытых помещениях.
Калиброванные заготовки, обработанные на строгальных станках, называются фрезерованными. Потребность в фрезерованных материалах составляет около '/4 общего производства пиломатериалов. Фрезерованные заготовки изготовляют из пиломатериала отборного, 1-го и 2-го сортов
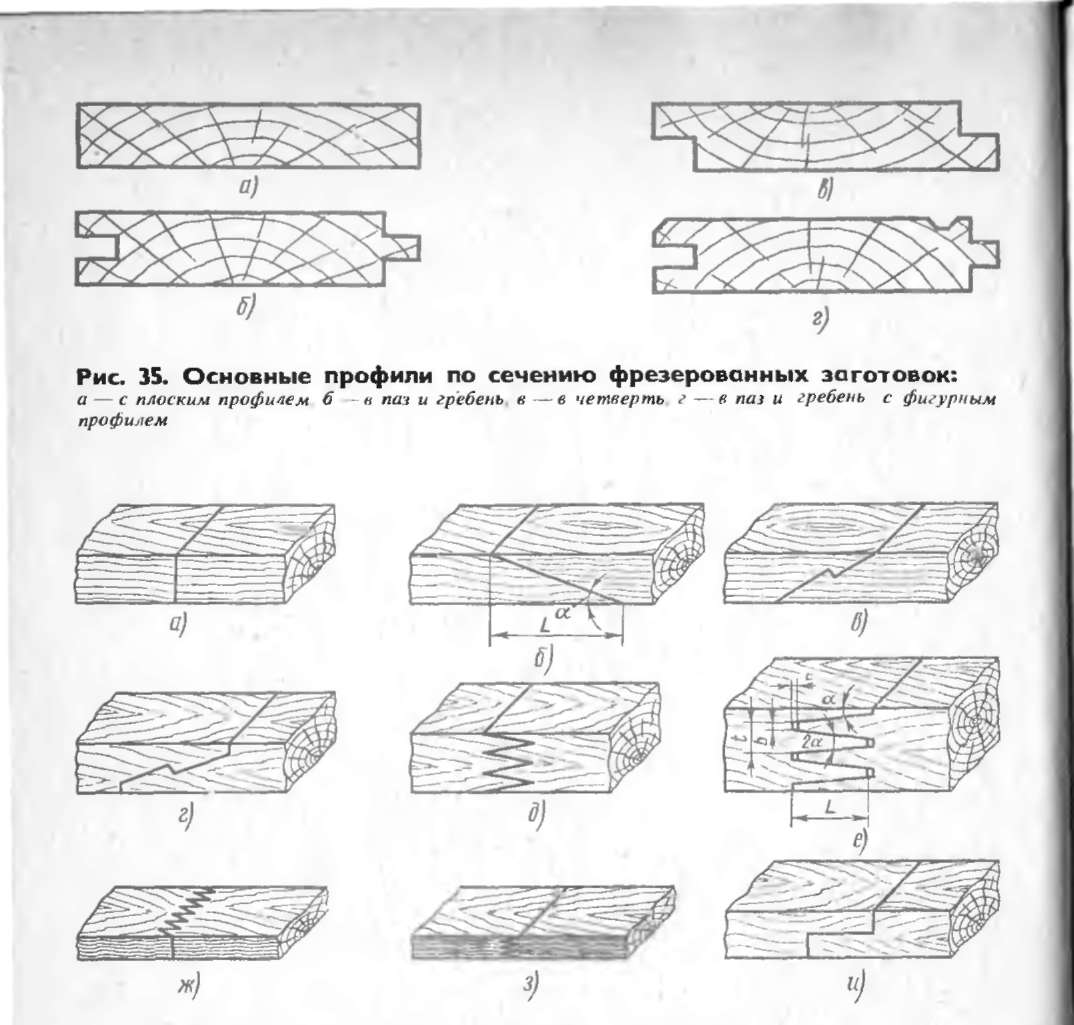
Рис. 36. Торцовые клеевые соединения заготовок:
а — впритык, б — на ус. в — на ступенчатый ус. г — на ступенчатый ус с затуплениеи д. е. ж. з — зубчатые клеевые соединения и — ступенчатое клеевое соединение; а—угол скоса. Ь—-д ш-на уса
•хвойных и лиственных пород. Фрезерованные заготовки обладают следующими преимуществами: на обработанной поверхности отчетливо видны пороки, что помогает правильно оценить качество и назначение заготовок; при устранении поверхностной синевы, обзолов и других дефектов обработки сортность повышается; занимают меньший объем при перевозках.
По торцовому сечению фрез-ерованные заготовки различают: с плоским профилем (рис. 35, с), в паз и гребень (рис. 35, б), в четверть (рис. 35, в), в паз и гребень с фигурным профилем (рис. 35, г).
Торцовые клеевые соединения заготовок (ГОСТ 17161—79) выполняются впритык (рис. 36, с), на ус (рис. 36, б), на ступенчатый ус (рис. 36, в), на Ступенчатый ус с затуплением (рис. 36, г), зубчатое клеевое соединение (рис. 36, д, е), вертикальное зубчатое клеевое соединение (рис. 36, ж), горизонтальное клеевое зубчатое соединение (рис. 36, з), ступенчатое клеевое соединение (рис. 36, и), а также на шиповые клеевые соединения.
