Декоративная обработка древесины стр.10
3. Формирование профиля и заточка режущего инструмента
В большинстве случаев формирование геометрически простых профилей резцов выполняется на точиле абразивными кругами диаметром до 200 мм. Сначала на грубозернистом камне производят обдирку заготовки, а затем на мелкозернистом ее доводят до нужного профиля.
В практике декоративного точения количество резцов и стамесок простого профиля значительно меньше, чем фасонных. Но и фасонный инструмент тоже бывает разной сложности. Более простой профиль удается сформировать на крупных кругах. Для вытачивания сложных фасонных резцов целесообразно иметь второе точило для установки кругов меньшего диаметра. Оба точила должны иметь наклоняемые подручники (рис. 5.1), позволяющие устанавливать резец под определенным углом к камню и гарантирующие постоянство этого угла при частом отводе резца для охлаждения.
На обоих концах меньшего точила закрепляют постоянные цанговые патроны с отверстиями диаметром 6 мм. В патроны устанавливают сменные абразивные круги, надетые на оправки с хвостовиками диаметром 6 мм (рис. 5.2). Таких кругов нужно иметь несколько, с различными профилями периферии, которые формируются алмазом, на квадратной державке, извлеченным из стеклореза (рис. 5.3).
Для того чтобы при пользовании кругами сохранялось их первоначальное сбалансированное положение, оправки маркируют красной нитрокраской общими с патронами отметками (с левой стороны одной точкой, с правой — двумя).
Повторная установка кругов производится по этим отметкам. Еспи круг обточен в левом патроне, то при установке справа его ось при слабом зажатии проворачивают, добиваясь наименьшего биения, и это положение фиксируют на оправке двумя красными отметками. Таким образом, число точек определяет как сторону установки круга, так и его сбалансированное положение.
Пользуясь набором профилированных абразивных кругов^ можно вьлочить резец со сложным контуром режущей кромки (рис. 5.4). По мере сглаживания профиля камня его восстанавливают.
Изготовление режущего инструмента сложного профиля, особенно фасонных фрез, невозможно без проведения затыповочных операций, при которых подтачивается задняя грань зуба. При этом режущая кромка должна оставаться в неприкосновенности в виде ровной ленточки, идущей по всему контуру лезвия. Затыповку производят тонкими коническими и тарельчатыми кругами,^ а также мелкими абразивными головками цилиндрической, конической и других форм. На рис. 5.5 показана последовательность изготовления рисунок 5
Электроточила и абразивный инструмент для формирования и заточки резцов
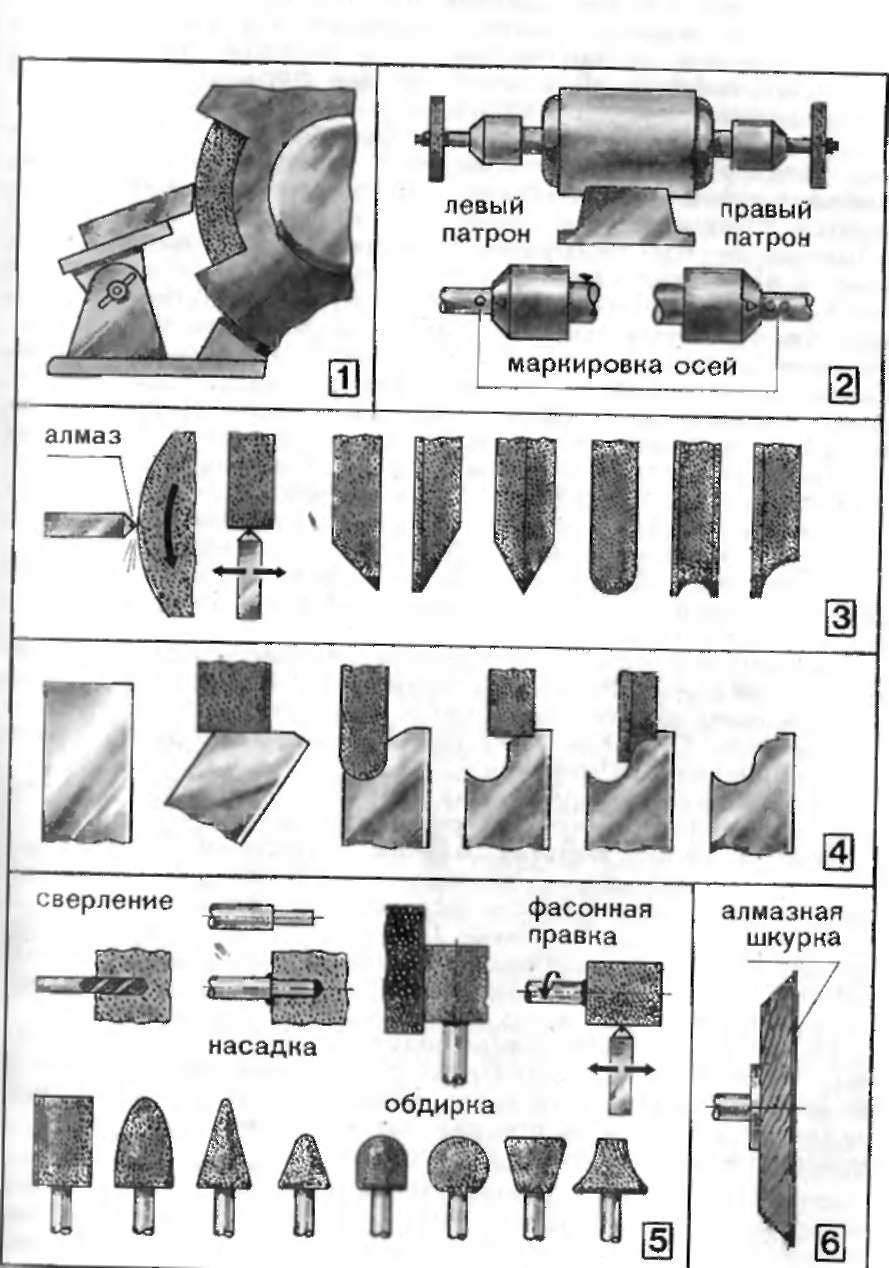
абразивных гоповок. Обломок мелкозернистого абразивного круга средней твердости просверливают тонким (диаметром 3—5 мм) твердосплавным или алмазным сверпом на глубину 8—10 мм и с эпоксидным клеем насаживают на олравку диаметром 6 мм. Насадка должна быть плотной при сохранении цепостности камня. После склеивания грубые очертания камня снимают на крупнозернистом твердом круге. Окончательный профиль абразивной головки формируют алмазом (маркировка оправки обязатепьна).
