Декоративная обработка древесины стр.107
Матричное мозаичное покрытие можно получить как точением, так и фрезерованием.
На торцевой поверхности круглого изделия, зажатого в обратные кулачки патрона, лопаточными резцами протачивают канавки (рис. 87.1 А). Затем на диске из другой древесины тем же резцом вытачивают выступы — кольца, соответствующие по диаметрам и высоте выточкам в изделии. Обе детали соединяют с клеем (рис. 87.1 Б) и просушивают. Повторно установив изделие в патроне, лишний материал срезают резцом и зачищают торцевую поверхность с внедренными кольцами (рис. 87.1В). Если протачиваемые углубления и вставляемые кольца сделать соответственно глубокими и высокими, склеенные детали можно разделить отрезным устройством по середине и получить парные мозаичные диски (рис. 87.1Г).
Внедряемые в изделие кольца могут бьль составными. На заготовке, склеенной из четырех клиньев, подобранных по цвету, вытачивают кольцевые выступы. После вклеивания колец и срезки остатков клиньев на поверхности изделия останутся четырехсекционные кольца с тоновыми переходами (рис. 87.2А). Другой вариант получен одновременным внедрением в поверхность изделия шестисекционного кольца и центральной розетки, также выточенных на составной заготовке (рис. 8/.2Б).
Прямолинейное мозаичное покрытие изготовляют, закрепляя заготовки на фрезерном столе. В двух заготовках, подобранных по цвету и текстуре, концевой фрезой прорезают пазы и соответствующие им по размерам выступы (рис. 87.ЗА). Нарезка пазов и выступов, по ширине равных диаметру фрезы, является наиболее простой технологией. Отфрезерованные детали соединяют клеем и просушивают под прессом. Удалив фрезой лишний материал, получают поверхность с внедренными мозаичными полосами (рис. 87.ЗБ). При глубоком взаимном проникновении обеих деревянных матриц их распиливают на два равноценных мозаичных изделия (рис. 87.3В). Глубокое фрезерование с последующим разделением пакета на две части — наиболее эффективное при облицовке больших площадей, когда требуется много подобных деталей.
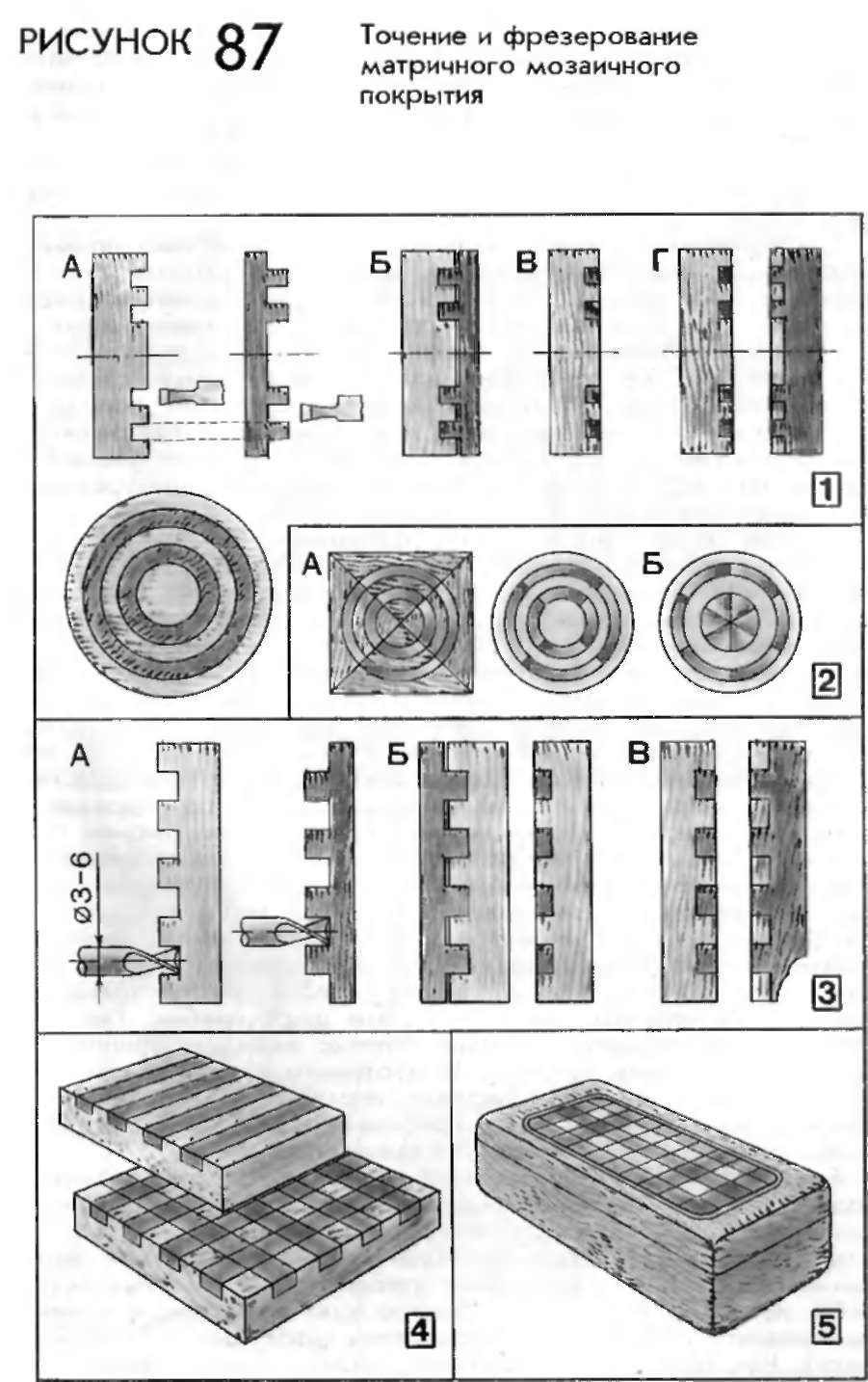
Детали с линейным мозаичным набором можно подобным образом обработать повторно, повернув заготовку на 90° или другой угол. Внедряемые вновь полосы нарезают из ранее применявшейся древесины или другой породы, подобранной в соответствии с цветовой гаммой изделия (рис. 87.4).
Инкрустированные матричным методом пластины соединяют в полосы, которыми декорируют поверхность изделия (рис. 87.5).
Глубокое внедрение мозаичного набора позволяет применять рельефную декоративную доработку покрытия уже в собранном изделии: прорезку фасонных кантов и валиков, небольшое заоваливание поверхности, радиусовку ребер и т.п.
Принцип матричной врезки одной древесины в другую близок по технологии станочному изготовлению элементов чер-тозианской (блочной) мозаики, которая позволяет получать покрытия с очень мелкими деталями — минимальный размер ячейки составляет 1,5—2 мм. Элементы блочной мозаики весьма хрупки и поэтому изготовляются в небольших размерах, легко укладывающихся в рабочей зоне станка.
На поперечных салазках суппорта винтами с потайными головками закрепляют деревянную заготовку (рис. 88.1 А). В центрах станка устанавливают длинную оправку с дисковой фрезой. Смещая суппорт продольно на определенный размер, заготовку поперечно подают на фрезу и делают в верхнем слое древесины вертикальные прорези. При толщине заготовки, равной 20 мм, глубина прорези (высота гребня) составляет 15 мм. Поспе пропиливания расчетного количества пазов в заготовке делают еще две вертикальных прорези по краям. Обработанную заготовку снимают со станка и устанавливают вторую, из другой древесины, в которой нарезают пазы и формируют гребни, соответствующие по ширине пазам в первой заготовке. Во второй заготовке также прорезают два дополнительных крайних паза. Обе заготовки срезают по крайним пазам (на рисунке они показаны пунктиром). Смазав обе гребенки костным клеем, их осторожно совмещают и вдвигают одну в другую. В самом простом варианте обработки, когда ширина гребня равна толщине фрезы, паз получится на 0,1—0,2 мм шире гребня, так как фреза имеет торцевое биение. Однако величина биения не должна превышать 0,1 мм. В противном случае пазы получатся широкими и не обеспечат плотного соединения гребенок. Сушку совмещенных гребенок производят с опрес-совкой, направление которой показано стрелками.
