Декоративная обработка древесины стр.110
Элементы соединения скрепляют клеем. Торцевые свесы снимают на шлифовальных дисках или на листе абразивной шкурки.
Оба типа соединений (рис. 89.1 и 89.2), тщательно подготовленные и чисто выполненные, могут остаться открытыми в готовом изделии. В тех случаях, когда заранее известно, что изделие будет зафанеровано или иметь непрозрачное покрытие, к качеству выполнения элементов соединения предъявляют невысокие требования. Однако вид открытого соединения характеризуется еще и тем, что в нем совмещаются поверхности, образованные двумя срезами древесины — торцевым и тангенциальным, имеющими разную прочность, текстуру и восприимчивость к покрытиям. Вследствие этого при выполнении соединений под прозрачную отделку целесообразно закрывать торцевые срезы и выводить на лицевую поверхность однородную текстуру древесины.
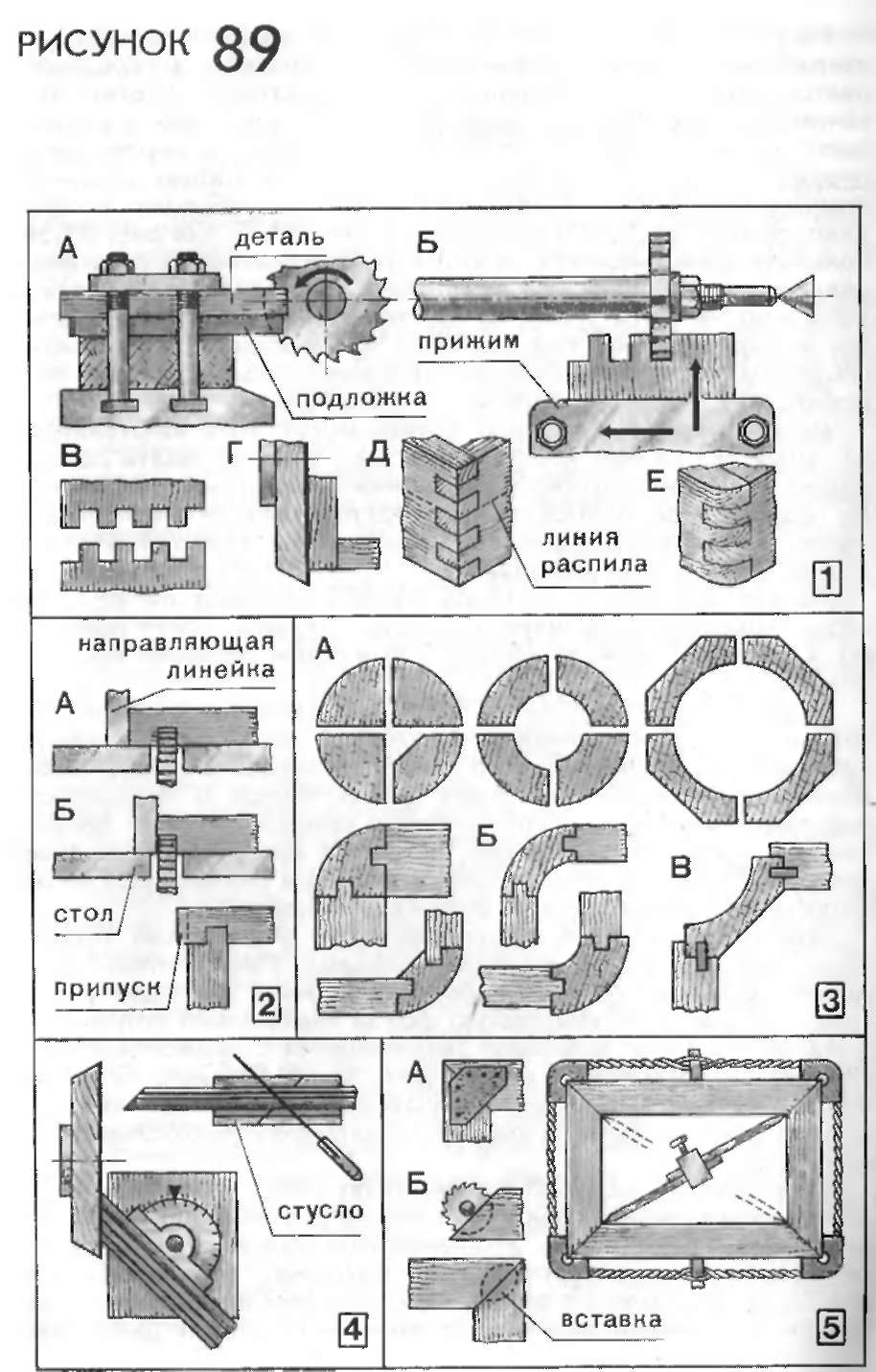
На рис. 89.3 представлены соединения в шпунт и гребень с закрытыми торцами. Соединение деталей короба осуществляется через промежуточную угловую стойку. Стойки вытачивают на токарном станке из цельной заготовки и разрезают на четыре доли (рис. 89.ЗА). Во взаимно перпендикулярных гранях стоек прорезают шпунты. На торцах дощечек формируют гребни. Затем все три детали собирают в один узел. Варианты сборки показаны на рис. 89.ЗБ. На рис. 89.3В показана разновидность шпунтового соединения с применением вставной рейки. На практике к сборке подготавливают узлы всех четырех углов, их одновременно намазывают клеем и выдерживают под прессом или обвязкой. Подобным способом могут быть собраны не только четырехгранные коробки, но и изделия с большим числом граней.
Детали короба и угловые стойки могут быть изготовлены из одной или разных пород древесины, а также иметь одинаковую или разную отделку. Применение промежуточных стоек позволяет вести раздельную отделку всех деталей соединения, в частности фанеровку, технология которой в этом случае значительно упрощается.
Детали карниза из багетной рамы соединяют на ус, при этом плоскости соединения полностью скрыты. Багет нарезают в стуспе — приспособлении, имеющем пропилы под углом 45°.
Однако наилучшую поверхность для стыковки деталей багетной рамы дает шлифование спила. На суппорте станка закрепляют деревянный стоп с направляющей рейкой, снабженной транспортиром. Рейку поворачивают и фиксируют под заданным углом. Отпиленную с припуском часть багета подают вдоль направляющей рейки на шлифовальный диск (рис. 89.4). Деталь рамы сошлифовывают в размер, при этом происходит и точная корректировка угла слипа.
Угловое соединение рамы упрочняют накладными косынками (рис. 89.5А) или глухими вставками. Пазы вставки прорезают дисковой фрезой небольшого диаметра, надетой на тонкую оправку, позволяющую фрезе значительно углубиться в материал. Пазы выбирают попеременно с правой и левой наладкой направляющих линеек (рис. 89.5В). Вставку из прочной древесины вытачивают по шаблону. Древесные волокна вставки должны быть направлены перпендикулярно стыковочному шву.
Склеиваемую раму обкладывают по углам угольниками со скругленными вершинами и желобками для бечевки, натягиваемой двумя закрутками. Угольники изготавливают из цельного куска твердой древесины. Раму выверяют, прикладывая по диагонали заостренные рейки, скрепленные струбцинкой. При точном выполнении деталей и правильной их сборке диагонали рамки должны быть равными. Промазанные клеем косынки набивают после стягивания рамы и ее выверки.
