Декоративная обработка древесины стр.117
Для снятия торцов параллелепипеда заготовку зажимают по схеме, показанной пунктиром на рисунке А, и базируют по кулачку 1 . Движением резца вдоль грани заготовки выверяют ее параллельность оси шпинделя. Слегка поджав заготовку вращающимся центром, производят торцевание (рис. 91.1 Г). Второй торец обрабатывают с базированием заготовки на купачок 1 и на первый готовый торец. Оставшиеся после торцевания выносные центры стачивают на шлифовальном диске. Следы от кулачков также зашлифовывают. Подобным образом обрабатывают детали прямоугольных форм, применяемые в различных приспособлениях.
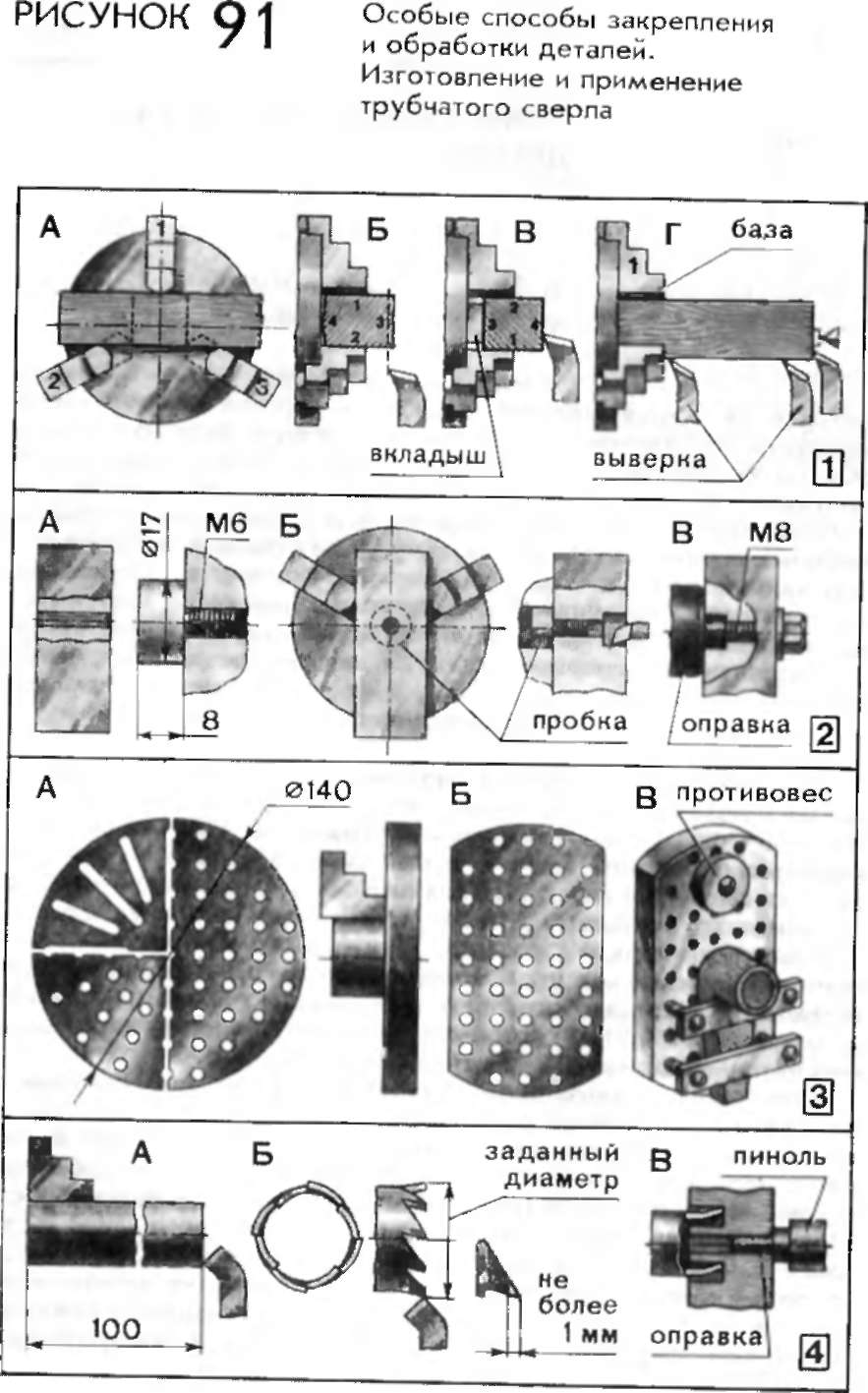
2. Растачивание посадочных отверстий
Некоторые приспособления закрепляют на шпинделе станка с помощью оправки, вводимой в посадочное отверстие. Для его растачивания деталь предварительно просверливают по разметке и нарезают резьбу Мб (рис. 91.2А). В резьбовое отверстие ввинчивают стальную пробку. Из токарного патрона выводят третий кулачок и прямоугольную деталь с пробкой зажимают между фасками двух оставшихся кулачков (рис. 91.2Б). При этом пробка заходит в корпус патрона и центрирует отверстие детали по оси шпинделя, а также надежно удерживает деталь от выскальзывания из кулачков во время вращения. В установленной таким образом детали растачивают посадочное отверстие. Сняв деталь со станка и вывинтив пробку, предварительное отверстие рассверливают до диаметра 8 мм для прохода крепежного болта М8 (рис. 91.2В).
Применение центрирующей пробки может быть более широким. Например, для растачивания группы гнезд в заданном координатном положении, выстраиваемом предварительной разметкой, Установка заготовки по пробке применяется и для эксцентричной токарной обработки деталей.
3. Изготовление планшайб. Обработка заготовок на планшайбах
Заготовки сложной формы с несколькими осями точения закрепляют и обрабатывают на планшайбах. На рис. 91.3 показаны планшайбы нескольких типов, изготавливаемые самостоятельно.
Дисковые планшайбы (рис. 91.ЗА) вырезают из металлической пластины толщиной 10—15 мм. Пластину жестко соединяют со стальным фланцем, который зажимают в прямые кулачки патрона. Пометив положение фланца в кулачках красной отметкой, диск обтачивают по краю и торцуют. Для закрепления заготовки диск может иметь несколько вариантов сквозных отверстий: радиальные пазы; отверстия, расположенные в радиальном направлении; отверстия, расположенные по квадратной сетке. Крепежные болты пропускают в отверстия и затягивают гайками. Если в отверстиях нарезать резьбу для болтов, процесс крепления упрощается. После разметки и накернивания в планшайбе просверливают все необходимые отверстия. Резьбу Мб нарезают постепенно, по мере использования отверстий.
Планшайбы дисковой формы универсальны. Однако для обработки большого числа удлиненных заготовок применяют планшайбы, показанные на рис. 91.ЗБ, на изготовление которых требуется меньше материала. На рис. 91.3В показан пример закрепления детали курительной трубки под растачивание.
Обрабатываемые заготовки закрепляют на планшайбе через сквозные отверстия (если они имеются в заготовке) прихватами Г-образной формы или планками, удерживаемыми двумя болтами ипи шпильками.
