Декоративная обработка древесины стр.22
После предварительного протачивания делают замер диаметра и глубины полученного отверстия и, контролируя лока-.И1ИЯ лимбов продольной и поперечной подач, постепенно д<«водят поверхность до нужного профиля и размера.
Работа расточного резца проходит внутри детали, поэтому контроль за соблюдением размеров ведется по показаниям
' В специальной литературе для обозначения частоты вращения принята мин"^ ■
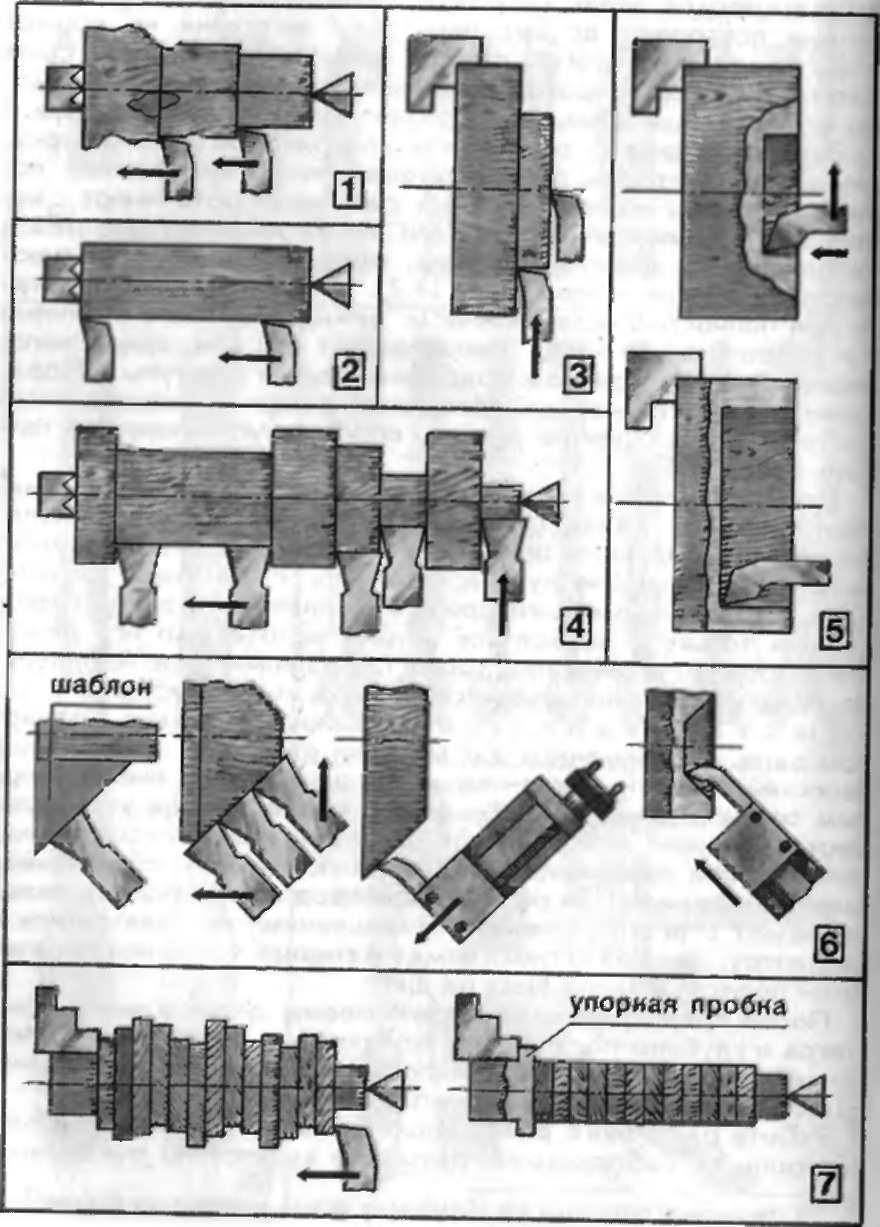
рисунок 1 Л Приемы обработки ' ^ ципиндрических и конических поверхностей резцами
нимбов. Однако при большой глубине растачивания возможны ошибки в подсчете чиспа оборотов маховичков продольной и поперечной подач. Описание некоторых приемов, помогающих контролировать точность растачиваемого внутреннего профиля детали, дано в разделе «Применение упоров и программных линеек при токарных работах».
Точение конических поверхностей но «можно двумя способами (рис. 14.6):
широким лопаточным резцом;
с помощью подвижного резцедержателя.
В первом случае наладку резца на требуемый угол производят с помощью картонного шаблона. Одной стороной шаблон прикладывают к проточенной цилиндрической поверхности, к другой стороне шаблона подводят резец. Выставив переднюю режущую кромку резца по краю шаблона, р« щедержатель фиксируют. Подавая резец в поперечном и продольном направлениях, вытачивают коническую поверх-тих гь.
Подвижным резцедержателем обрабатывают наружные и внутренние конические поверхности. Наладка подвижного ре щедержателя производится по градусной сетке (до 20°), нанесенной на его округленной стороне, а также по шаблону.
На рис. 14.7 показан процесс одновременного обтачивания м- скольких плоских квадратных заготовок под цилиндр. Пакет «.«ютовок зажимают между торцом упорной пробки, уста-н<мшенной в кулачках патрона, и задним поджимным вращающимся центром. Обработку ведут небольшими подачами. 11<м:ле того как углы заготовок будут срезаны и поверхность • инет более ровной, подачу можно увеличить. Установив рец на нужный размер, протачивают весь пакет справа налево и получают несколько кругов одинакового диаметра.
Если упорная пробка имеет меньший диаметр, чем вы-( .чиваемый круг, то на последнем из них (по рабочему ходу i зца) могут образоваться небольшие сколы. Поэтому крайнюю деталь выбраковывают, заранее поставив на ее место некачественную заготовку или подобный квадрат из любой другой древесины (на рисунке он обозначен более темным цпг-том).
Работая стамесками, необходимо соблюдать следующие (н новные правила. Подручник устанавливают таким образом, чтобы его верхняя плоскость была выше оси шпинделя на 3—4 мм (рис. 15.1). Некоторая приподнятость стамески над уровнем оси точения создает лучшие условия резания, и "брабатываемая поверхность получается более чистой. Стамеску перемещают, опирая ее на подручник плоскостью ипп ребрами. Рабочая поверхность подручника должна быть совершенно гладкой. По мере стачивания древесины подручник передвигают и поворачивают, устанавливая его как можно омиже к изделию.
