Декоративная обработка древесины стр.33
участке. Профиль зубьев можно сохранить, но их следует заточить, придав им большую остроту.
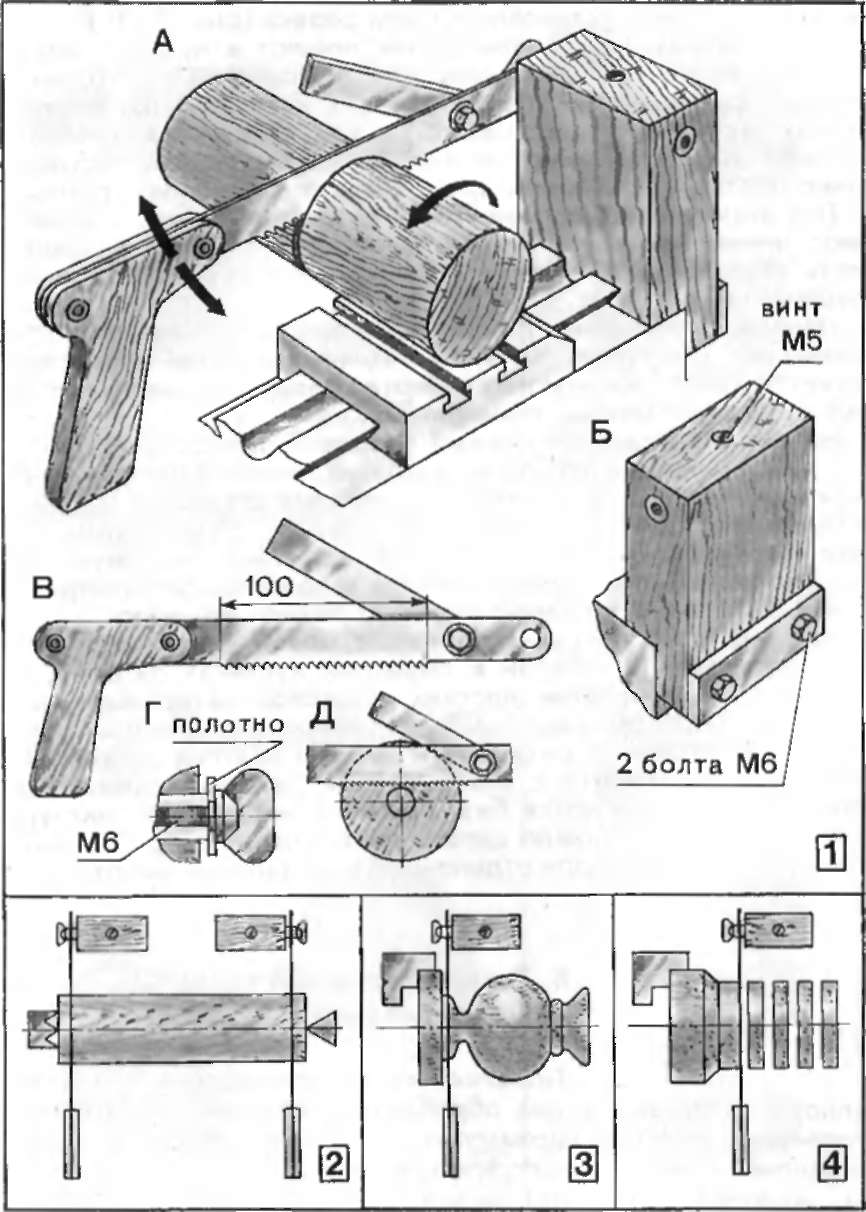
Полотно крепят к кронштейну справа или слева винтом с плоской головкой. При этом винт своим буртиком должен упереться в торец стержня, а полотно должно свободно поворачиваться. Плоская головка винта позволяет завинчивать и вывинчивать его непосредственно руками, без гаечных ключей, что ускоряет установку и съем резака (рис. 25.1 Г).
Продольным смещением резак подают в нужное место. Отрезку ведут с легким нажимом, периодически поднимая резак. При движении полотна вверх опилки, накопившиеся между зубьями, подхватываются вращающимися стенками пропила и выбрасываются наружу. Если резак поставлен точно против места пропила, срез будет совершенно ровный.
Для выполнения частичной надрезки на полотно устанавливают ограничительную планку, которая, упираясь в поверхность обработанной детали, останавливает резак на заданной глубине пролила (рис. 25.1Д).
Наладку положения резака производят только при остановленном двигателе. Во время точения изделий кронштейн остается закрепленным на суппорте. Резак устанавливают перед непосредственным применением.
На рис. 25.2 показана схема торцевой обработки удлиненной детали, установленной в центрах. Сначала с применением ограничительной планки деталь надрезают справа, у поджимного центра, оставляя шейку диаметром 5—6 мм. Затем суппорт перемещают влево, резак переставляют на левую сторону кронштейна и срезают деталь у поводкового центра до конца. Оставшуюся правую шейку дорезают вручную.
На рис. 25.3 показана обрезка готовой детали от основной заготовки, зажатой в обратных кулачках патрона, на рис. 25.4 — нарезание плоских заготовок из проточенного цилиндра. Такая обрезка помогает экономно расходовать материал. Заготовки под корпуса и крышки круглых шкатулок и табакерок получаются с минимальным разделительным съемом и затем стыкуются без видимого нарушения текстуры древесины в шве. Можно делать спилы толщиной от 1,5 мм и более, используя их для отделочных и мозаичных работ.
8. Технологический процесс точения деталей и изделий
Технологический процесс — это совокупность различных видов обработки древесины, проходящих в определенной последовательности. Превращение заготовки в изделие может осуществляться разными путями и методами, но всегда надо стремиться к их упрощению, стараться
универсально использовать режущий инструмент, проводить полную обработку изделия при наименьшем числе установов.
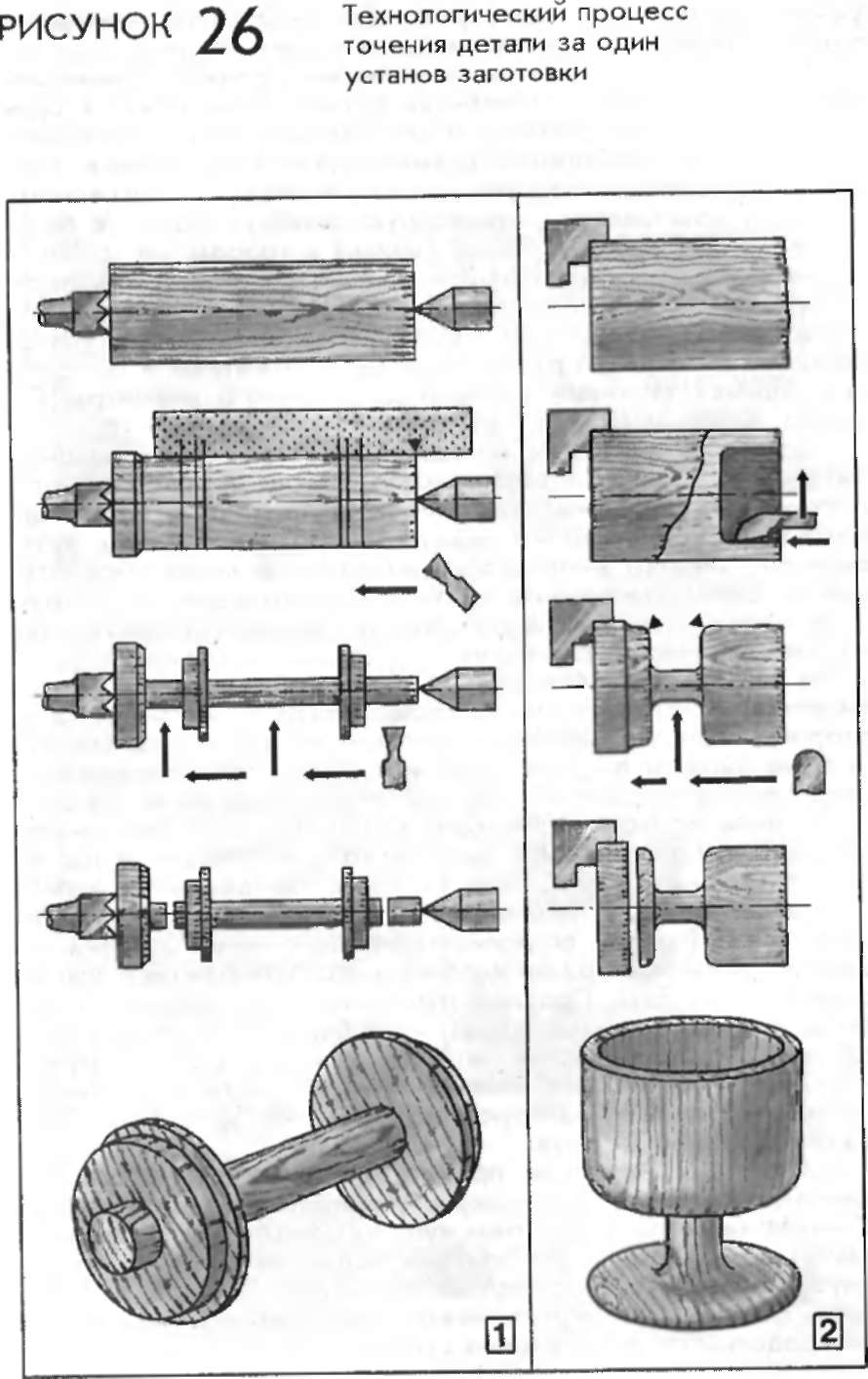
На рис. 26.1 показан технологический процесс точения колесной пары. Полная обработка детали происходит за один установ заготовки. Зажатую в центрах заготовку протачивают напроход под наибольший диаметр детали лопаточным резцом, поставленным под углом к оси точения. К полученному цилиндру приставляют разметочную линейку, чтобы ее базовая отметка (черная стрелка) совпала с торцом заготовки, и по рискам острым карандашом наносят линии на поверхность детали. Резцедержатель поворачивают и устанавливают переднюю режущую кромку резца параллельно оси точения. Продольной подачей резец подводят к отметкам и поперечной подачей заготовку срезают до заданного диаметра. Готовую деталь шлифуют и отрезают.
