Декоративная обработка древесины стр.45
рисунок
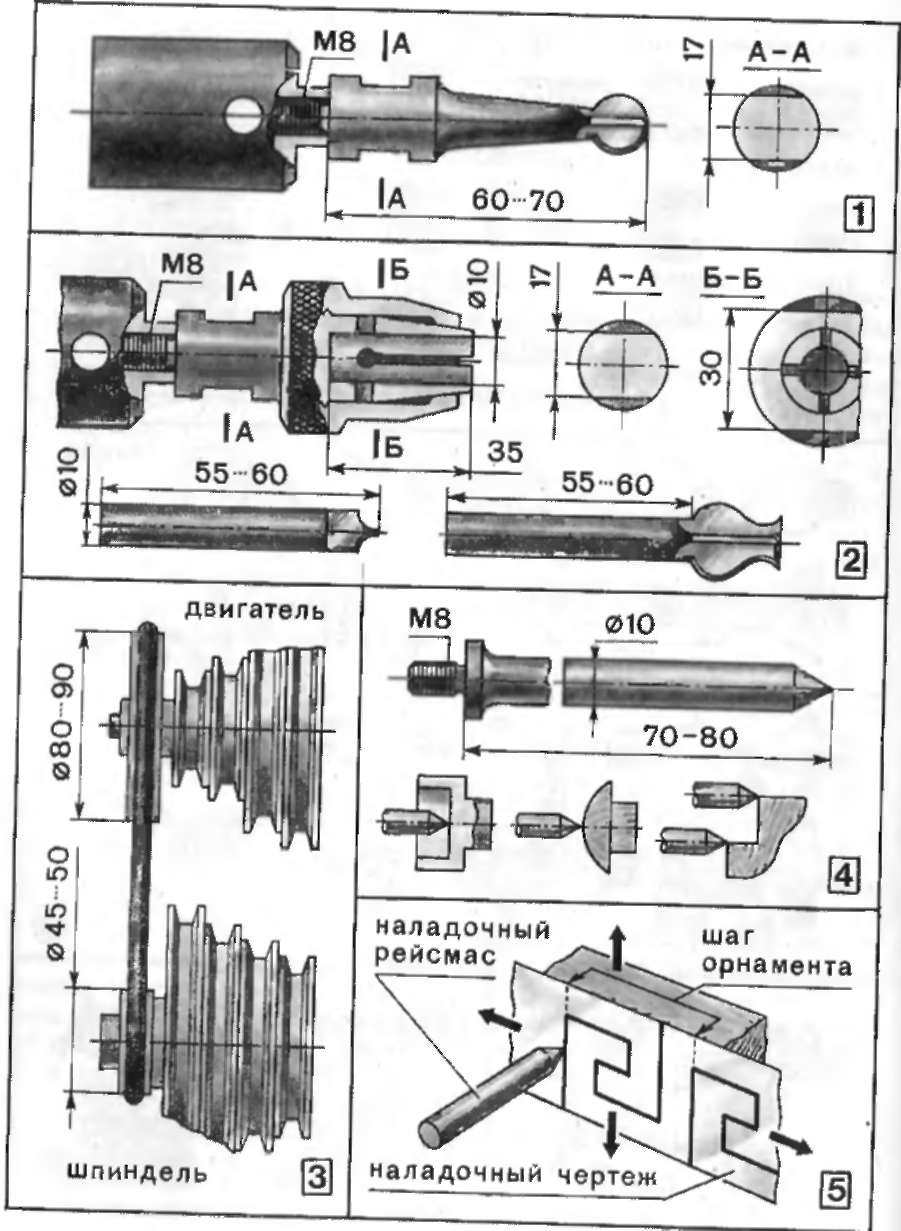
А А Закреппение фасонных фрез. Дополнительный шкив. Устройство наладочного рейсмаса.
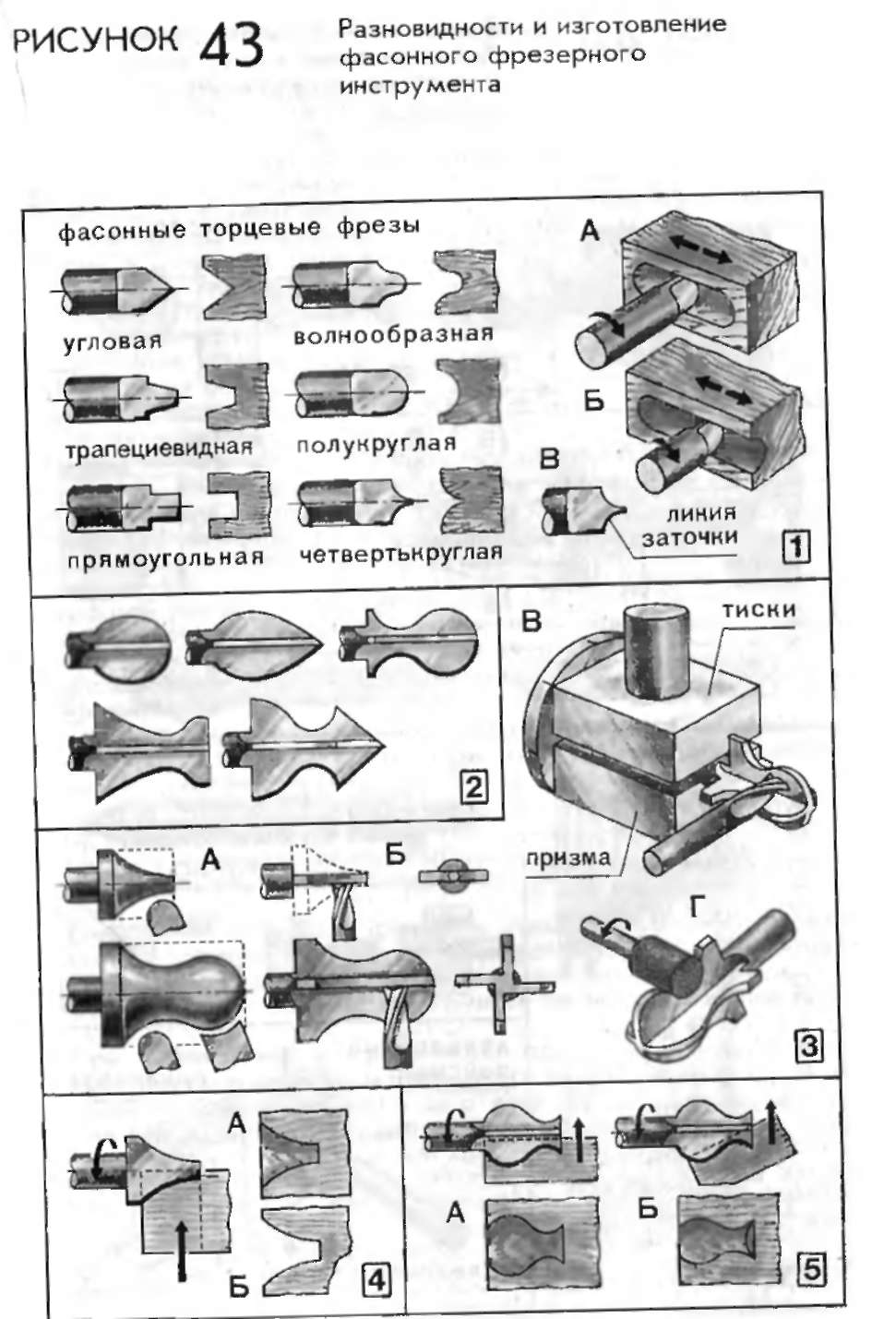
Наличие перекрестных плоскостей придает фрезе большую жесткость, а четыре лезвия позволяют получить высокую чистоту обрабатываемой поверхности.
При изготовлении головок фасонных фрез заготовку из отпущенной углеродистой стали закрепляют в трехкупачковом патроне и производят предварительную обдирку с припуском, хвостовики обрабатывают начисто с нарезанием резьбы М8. Обработанные заготовки закрепляют на шпинделе одним из двух способов, показанных на рис. 44.1 и 44.2 (положение фрезы в цанговом патроне маркируют). Головки фрез обтачивают фасонными резцами и, применяя шаблон, доводят их профиль до заданной формы (рис. 43.ЗА). Фасонную поверхность шлифуют и полируют.
На станке устанавливают фрезерный суппорт и закрепляют на нем тиски с призмой. В цанговом патроне зажимают концевую фрезу диаметром 6 мм. Секторы головок фрезеруют, как показано на рис. 43.4Б. При формировании четы-рехножевой фрезы желательно, чтобы лезвия противоположных ножей лежали в одной плоскости. Для точного фрезерования секторов на хвостовик заготовки надевают и фиксируют круг с делениями (рис. 43.3В). Профрезеровав первый сектор, зажим тисков слегка отпускают и поворачивают заготовку на 90°, контролируя поворот совмещением соответ-. ствующей риски с ребром тисочной колодки. Затянув тиски, обрабатывают очередной сектор. Изготавливаемые фрезы имеют невыгодный угоп резания, равный 90°. Однако он наиболее удобен для формирования фасонных фрез небольшого диаметра.
Когда режущие плоскости ножей будут сформированы, приступают к затыловке (снятию фаски). Ее выполняют абразивными головками (рис. 43.ЗГ), соблюдая большую осторожность, чтобы нигде не задеть профиль лезвия. Затем фрезу закаливают и затачивают. Режущие кромки затачивают и доводят мелкозернистыми абразивными кругами или брусочками, обрабатывая плоскость лезвия до зеркального блеска.
Внедрение фасонной фрезы в толщу плоской заготовки может осуществляться до определенной глубины (рис. 43.4А). При сквозном прохождении фрезы через толщу заготовки соответственно формируется ее новый внешний контур (рис. 43.4Б).
При фрезеровании поверхностей одной и той же фрезой могут образовываться разные очертания в зависимости от глубины внедрения фрезы в заготовку. При неполном погружении (рис. 43.5А) контур рельефа будет более узким, чем контур фрезы. При врезании фасонной фрезы в заготовку лод углом контур рельефа претерпевает значительные изменения (рис. 43.5Б). Этим обстоятельством следует умело пользоваться при расчетах шага орнамента и стыковки элементов фрезеруемого рельефа.
Изготовленные фасонные фрезы закрепляют на шпинделе станка одним из способов, показанных на рис. 44.1 и 44.2.
На шпиндепь станка навинчивают оправку от чашечного шлифовального круга. Фасонная фреза, имеющая хвостовик с резьбой М8, может непосредственно закрепляться в отверстии оправки. В утолщении фрезы срезают две плоскости в размер 17 мм под ключ или просверливают отверстие под вороток.
