Декоративная обработка древесины стр.47
Заготовку из хорошо выдержанной древесины отфуговы-вают в размер будущей детали или с небольшим технологическим припуском, тщательно выверяя параллельность плоскостей. Деталь, имеющую форму бруска, закрепляют в тисках с упором ее задней плоскости в базовые выступы щечек тисков.
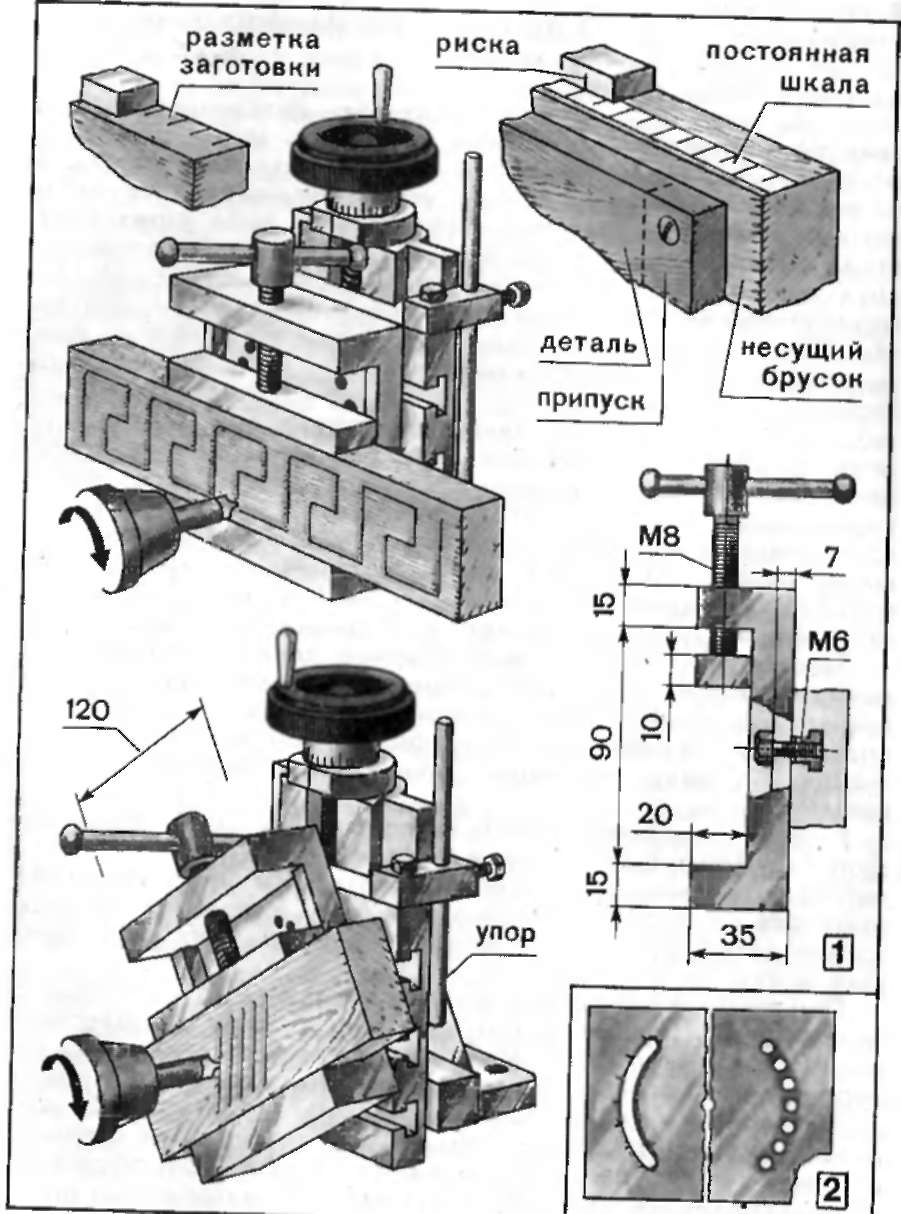
В практике декоративного фрезерования чаще всего приходится обрабатывать тонкие детали — дощечки из ценных пород древесины. Малая толщина деталей не позволяет устанавливать их непосредственно в тисках. Используя припуск, тонкие детали закрепляют винтами на несущем бруске, который зажимают в тисках.
При таком закреплении детали требования к параллельности плоскостей полностью сохраняются. Установку фрезерного суппорта также следует выверять на перпендикулярность поверхности его стопа к оси шпинделя. Эти условия необходимо соблюдать, так как внедрение концевой фасонной фрезы в деталь идет с продольной подачи горизонтального суппорта до настроенного на заданный размер улора. Если обрабатываемая плоскость не будет строго перпендикулярна оси шлинрисунок 45
Поворотные тиски для профильного фрезерования ло плоскости
деля, т.е. будет иметь перекос, то при поперечном смещении детали срреза не войдет в древесину до нужной глубины или, наоборот, слишком в нее углубится. Вследствие этого рельеф орнамента и, соответственно, его рисунок ло краям детали окажутся разными. (При обработке единичных деталей правильность их установки можно выверить касанием фрезы противоположных краев плоскости заготовки при постоянном продольном положении суппорта.)
В горизонтально установленных тисках можно обрабатывать детали практически неограниченной длины. Вместе с тем ход поперечных салазок суппорта позволяет за один установ (зажим детали в тисках) фрезеровать участок детали длиной не более 90 мм. Поэтому при фрезеровании вертикальных канавок на длинных деталях смещением горизонтального суппорта в поперечном направлении не пользуются, а применяют несущий брусок с постоянной миллиметровой шкалой на верхней плоскости. На передней грани прижимной колодки тисков наносят риску. Несущий брусок с закрепленной на нем деталью устанавливают в тисках. Поставив отсчетное деление шкапы против риски, брусок зажимают. Продольным смещением суппорта деталь подают на фрезу до улора и вертикальным движением фрезерного стола фрезеруют на детали вертикальную фасонную канавку. После каждого рабочего цикла по показаниям шкалы брусок перемещают на заданный отрезок (шаг) и, повторяя движение детали, фрезеруют новую канавку.
При фрезеровании в вертикальном и горизонтальном направлениях шкалой пользуются для продвижения детали в тисках на определенную ее часть. Внутри этой части подача детали на фрезу осуществляется как вертикальным, так и горизонтальным суппортами. После фрезерования салазки суппортов отводят в исходное положение, деталь перемещают в тисках на величину шага орнамента и обрабатывают новый участок, повторяя движения суппортов. Орнаментальное фрезерование реек производят таким же образом, применяя вместо шкалы индивидуальную разметку каждой заготовки.
