Декоративная обработка древесины стр.52
Перед фрезерованием граней заготовку сверлят в геометрическом центре и обязательно торцуют с двух сторон, обеСуществует ряд других способов закрепления заготовок для фрезерования как внешних, так и внутренних многогранников. Например, фрезерование по разметке со съемом и закреплением заготовок для обработки каждой грани или обработки параллельных и перпендикулярных граней за один установ заготовки. В условиях ограниченного хода суппортов станка «Универсал» многогранники выгодно обрабатывать в доступной рабочей зоне, вводя в нее фрезеруемый участок поворотом заготовки вокруг центральной оси.
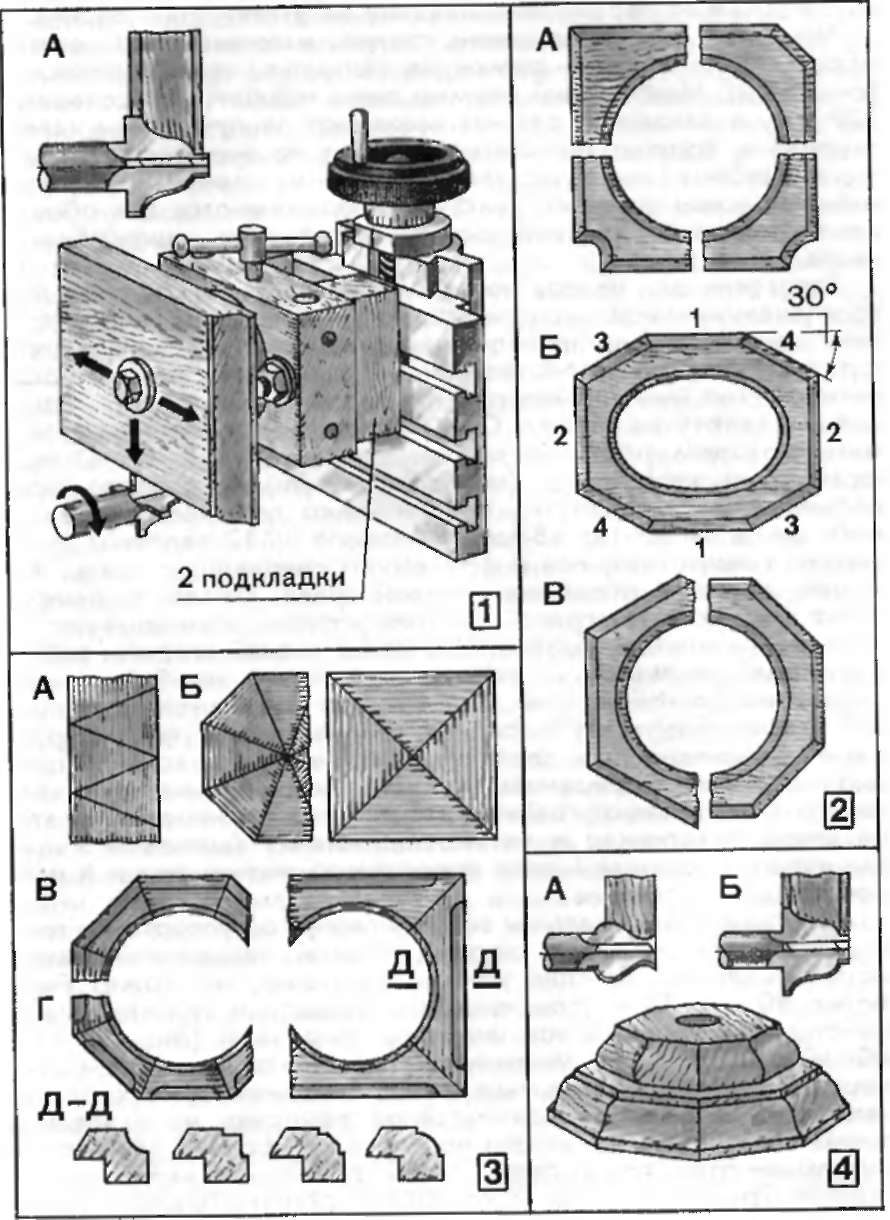
РИСУНОК Фрезерование гги~-^і профилированных многогранников
спечивая тем самым необходимый размер по толщине и параллельность плоскостей.
Формирование профилированной грани осуществляют одной или поочередно двумя,^ тремя фрезами. Наилучшие результаты дает работа одной фрезой, снимающей древесину предварительными и чистовыми проходами. Контур лезвия фрезы выполняют с таким расчетом, чтобы его осевой размер несколько перекрывал толщину заготовки (рис. 50.1 А).
Методом профилирования граней изготавпивают разнообразные по форме рамки из цельного куска древесины (рис. 50.2). Наибольший размер таких изделий не превышает 120 мм, и заготовку для них вырезают из древесины капов, твердой и хорошо обрабатывающейся во всех направлениях механическим инструментом. Рамки из древесины капов очень красивы по своей текстуре и применяются для обрамления гипсовых и^ фарфоровых медальонов, циферблатов часов, фотографий.
Заготовки для квадратной рамки закрепляют болтом М8, пропущенным через центральное отверстие (подобно креплению заготовок для изготовления розеток). Наладив упоры фрезерного стола в соответствии с размерами рамки, поперечным смещением суппорта срезают часть заготовки, подаваемой сверху на фрезу. Съем древесины последним чистовым проходом фрезы не должен превышать 0,5 мм. Отведя фрезерный стоп вверх (или горизонтальный суппорт продольно вправо), заготовку поворачивают по шкапе делительного диска на 90° (по 48-дольной шкале на 12 делений), фиксируют поворотную ось и фрезеруют следующую грань, повторяя порядок обработки первой грани. После формирования всех четырех граней заготовку снова устанавливают на токарном станке в оправке. Сначала с задней стороны рамки расточным лопаточным резцом вырезают углубление для стекла ипи другой вставки. Затем заготовку закрепляют лицевой стороной к резцу и формируют соответствующими резцами наклонную или фасонную кольцевые фаски. Перед окончательным отрезанием рамки сформированную фаску шлифуют. Отрезают готовую деталь на заключительном этапе очень осторожно и оставшуюся стенку (менее 0,5 мм) дорезают, применяя малую продольную подачу резца и ручное вращение патрона.
Ход поперечных сапазок горизонтального суппорта не превышает 90 мм. Поэтому сторона простой квадратной рамки, обрабатываемой за один установ заготовки, не может быть более 90 мм. Если углы квадрата срезать дополнительными небольшими гранями или круглыми вырезами (рис. 50.2А), общий размер рамки увеличится, так как полным ходом суппорта будет обрабатываться только средняя часть стороны квадрата. Сначала за один установ заготовки на основании точного расчета, сделанного ло чертежу, фрезеруют дополнительные грани или вырезы. Затем фрезеруют напроход основные грани квадрата. Скошенные дополнительные грани срезают под углом 45° (поворот шкалы на 1/8 часть, равную шести делениям). Прямоугольный вырез угла формируют предварительно рассчитанными вертикальными и горизонтальными движениями суппортов, круглый — внедрением фасонной фрезы (диаметром до 30 мм) в древесину на 1/4 часть.
