Декоративная обработка древесины стр.60
теме крепления делительного приспособления дополнительную жесткость).
По мере углубления фрезы в заготовку ширина захвата древесины режущей кромкой постепенно увепичивается, а на завершающем этапе {со вступлением в действие всей режущей кромки) она резко возрастает. В связи с этим подача фрезы в продольном направлении должна бьль минимальной. Приблизительно до середины пезвия фрезы подача может составлять примерно 1 мм на один поперечный ход. В дальнейшем ее уменьшают до 0,3—0,5 мм во избежание проворачивания заготовки на крепежном болте.
Глубокое фрезерование осуществляется крупными фрезами, и при больших оборотах возможен их перегрев и частичный отпуск. В связи с этим скорость вращения шпинделя не должна превышать 3200 об/мин.
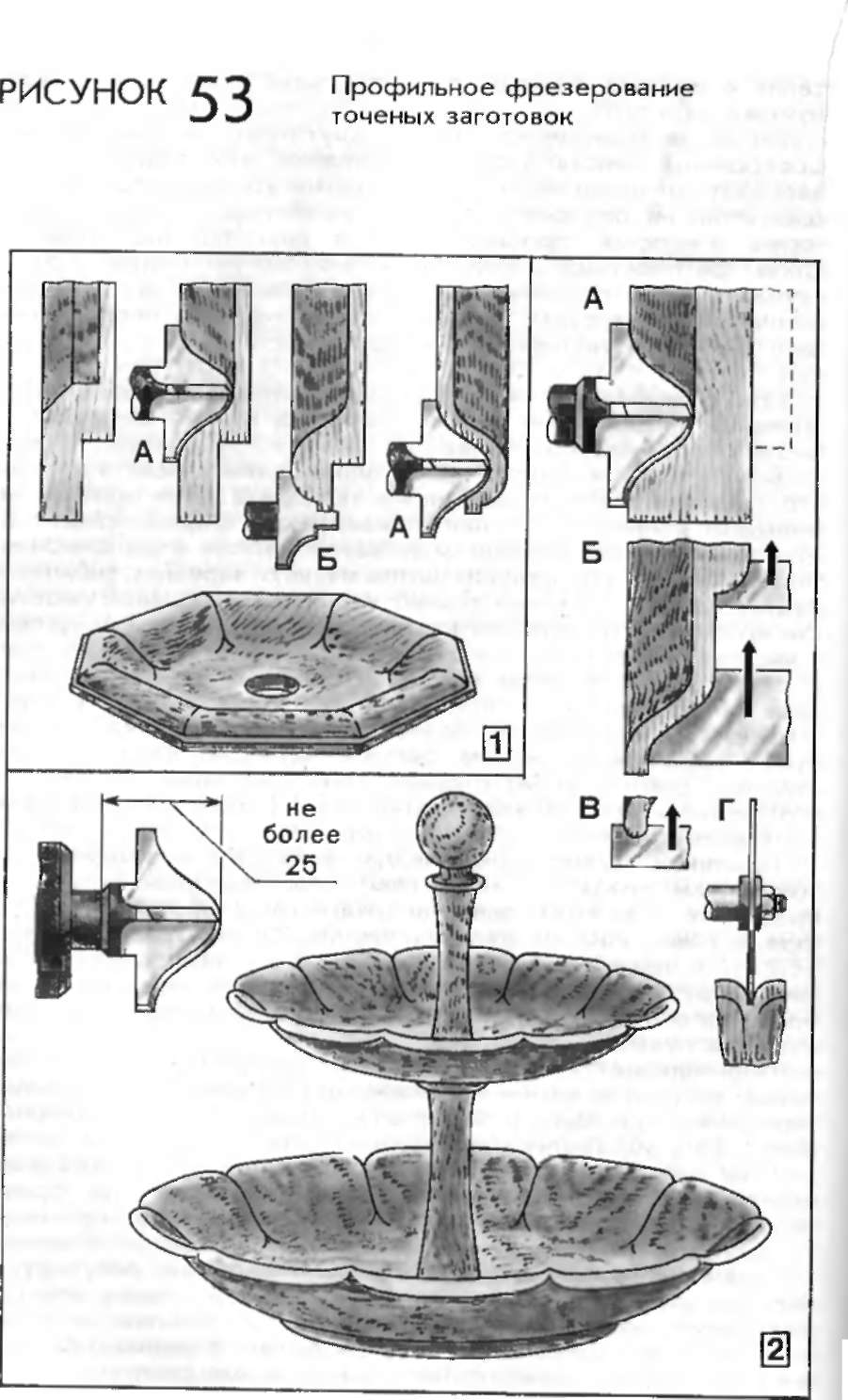
После того как грани будут сформированы, заготовку обратной стороной надевают на оправку и устанавливают на токарном патроне. Тремя фасонными резцами {рис. 53.2Б и В) формируют внешний контур донышек тарелочек и шлифуют его. В результате фрезерования на внутренней поверхности тарелочек остается тонкий ступенчатый переход от граней ко дну. Его так же выравнивают на токарном станке радиусным резцом и шлифуют.
формирование лепестков на полях тарелочек выполняют в два приема. Сначала по невысоким ребрам, образованным пересечением граней, в полукруглом венчике делают тонкие пропилы глубиной 3—4 мм. Затем на шпиндель станка в сверлильный патрон устанавливают тонкий абразивный диск с державкой диаметром 6 мм {рис. 53.2Г). Диск изготавливают из жести, обклеенной с двух сторон абразивными шкурками на тканевой основе. Диск вводят в пропил и поворотными движениями аккуратно закругляют угпы лепестков.
Стойку вазы вьлачивают на токарном станке обычным путем. Стойка состоит из двух частей, стыкуемых на уровне верхней тарелочки. Обе детали стойки и нижнюю тарелочку соединяют на шипах с клеем. Можно изготовить и разборный вариант вазы, стянув все детали сквозным металлическим стержнем с резьбой.
Плоские граненые детали имеют широкое применение в изделиях с подвижными эпементами, где прямые края граней легко монтируются с шарнирными соединениями. Раздельное фрезерование граней позволяет также сохранить на одной или двух противоположных гранях часть материала под узел последующей сборки.
5. Фрезерование фасонного профиля по сфере
Фасонные профили по сфере фрезеруют с помощью делительного бпока, закрепленного на специальной шарнирной подвеске. Конструкция подвески позволяет поворачивать делительный блок вместе с установленной на нем заготовкой вокруг оси шарнира, придавая ему кача-тельное движение в ограниченном секторе. Принципиальное устройство шарнирной подвески имеет два варианта, показанных на рис. 54.1 и 55.1.
В первом варианте ось шарнира проходит позади заготовки. Качающаяся на этой оси заготовка срезается торцевой асонной фрезой по выпуклой сфере радиуса I? {рис. 54.2). овершив полный оборот на поворотной оси делительного блока, заготовка получит общую выпуклую сферическую форму с профилированными выточками.
Во втором варианте ось шарнира расположена перед заготовкой. Качающаяся на ней заготовка срезается той же фрезой по вогнутой сфере радиуса I? {рис. 55.2). В результате полной обработки заготовка получит вогнутую сферическую форму с профилированными выточками.
