Декоративная обработка древесины стр.86
фрезерование орнамента (рис. 72.ЗА) производят в два этапа. Сначала на одной половине заготовки фрезеруют ряд дуг четвертькруглого сечения. Затем заготовку переворачивают в тисках, и, подогнав шаговую наладку, фрезеруют второй ряд дуг, стыкующихся с дугами первого ряда по средней линии орнаментального пояса.
Если шаг орнамента сократить вдвое (рис. 72.ЗБ), длина дуги уменьшится, и соответственно следует передвинуть вторую упорную планку. Фрезерование орнамента ведется также с переворачиванием заготовки в тисках. Положение поперечных сапазок суппорта остается неизменным. Глубину фрезерования регулируют продольной подачей суппорта, ограничивая ее левым упором.
Орнаменты представленных образцов могут фрезероваться напроход, от края до края заготовки или на ограниченном ее участке. Во втором ^ случае необходимо придать рисунку орнамента законченный вид (конечный завиток показан справа). Если фрезеруется партия заготовок, их обрабатывают по единой наладке без конечного завитка. Затем с диска снимают первую
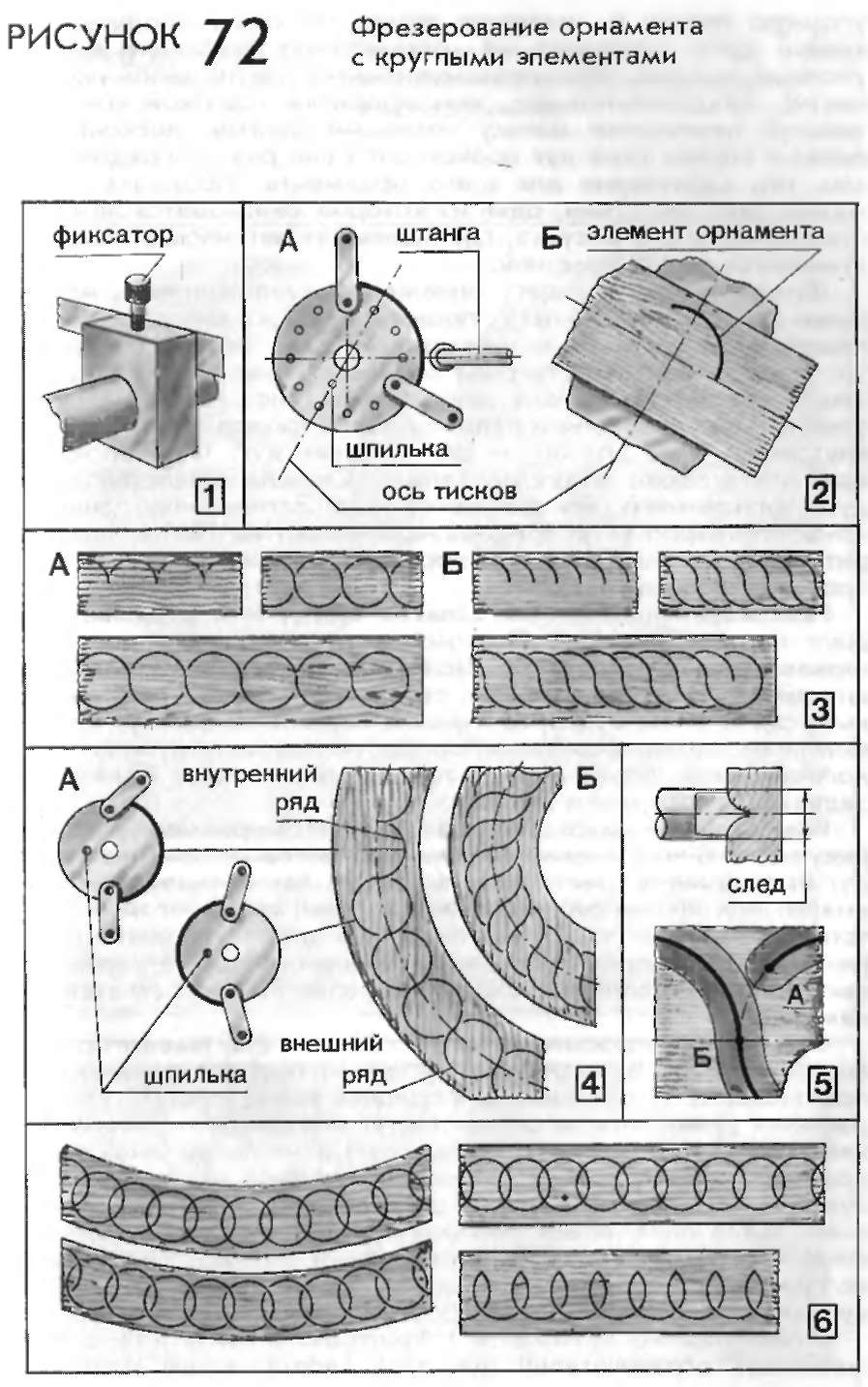
упорную ппанку и, установив фрезу по концу профрезеро-ваннои дуги, дорезают ее, останавливая вращение второй упорной планкой. Фрезерование завитка (почти целой окружности), предпочтительнее, чем прорезка короткой соединительной перемычки между готовыми дугами, поскольку в первом случае стык дуг происходит один раз по средней пинии, что характерно для всего орнамента. Прорезка перемычки дает два стыка, один из которых оказывается на краю орнаментального рисунка, где мапеишая неточность стыковки становится резко заметной.
Фрезерование по кругу орнаментов с элементами, имеющими форму окружности, производится по аналогичной наладке. Исключительным обстоятельством является, однако, то, что дуги внутреннего ряда короче дуг внешнего ряда. Поэтому требуется наладка двух дисков (рис. 72.4А) с двумя упорными планками на каждом. Один диск для фрезерования внутренних дуг, другой — для внешних дуг. Фрезерование орнамента также ведут раздельно. Сначала фрезеруют все дуги внутреннего (ипи внешнего) ряда. Затем випку поворотно-делительного устройства разворачивают на 180° и, предварительно заменив диск с упорными планками, фрезеруют противоположный ряд дуг.
Положение поперечных салазок суппорта определяет радиус нарезаемых дуг. Поэтому в течение всего процесса фрезерования орнамента салазки остаются на месте (от случайного смещения салазки ограждают упорами). Продольным смещением суппорта изделие подают на фрезу, черновым и чистовым проходами фрезеруют канавку дуги до полного профиля, ограниченного левым упором. Шаг орнамента задается делительным диском.
При уменьшении шага вдвое образуется орнамент с новым рисунком. С увеличением числа элементов орнамента длина дуг сокращается (рис. 72.4Б) и требуется переналадка упорных планок. Если при переходе на новый орнамент меняется только кратность (т.е. диаметры элементов сохраняются), переналадке подвергают только те ппанки, которые ограничивают нестыкующиеся концы дуг. Наладка стыков остается неизменной.
Орнаменты, показанные на рис. 72.3 и 72.4, имеют прерывистый контур. Четвертькругпая фреза прорезает канавку с профилем из двух менисков и средней линии (рис. 72.5). При расчетах орнамента за основу берут эту среднюю линию. По ней определяют диаметр колец (дуг) и число делений круга орнаментального пояса. Суммарная величина менисков образует на поверхности изделия широкий след. По расположению следов определяют промежуток нетронутой деревянной поверхности. Наладкой упорной ппанки фреза, движущаяся по средней дуговой пинии, будет остановлена в точке А. Стыкующиеся в точке Б канавки образуют непрерывный след.
