Декоративная обработка древесины стр.119
Зафиксировав шаблон на первом делении 48-частной окружности, приступают к сверлению отверстий. Кондуктор подводят к периферии диска, оставляя зазор, равный 3—4 мм. (Зазор необходим для свободного отвода стружки.) Закрепленное в ручной или электрической дрели сверло соответствующего диаметра подают через отверстие кондуктора и сверлят диск на глубину около 10 мм (рис. 92.1 Б). Поскольку делительный диск содержит 24 отверстия, шаблон поворачивают на два деления по 48-частной шкале и фиксируют. Заготовка делительного диска также повернется, и по предыдущей наладке кондуктора сверлят второе отверстие. Повторяя операцию, на делительном диске насверливают все 24 отверстия.
Если делительный диск имеет не отверстия, а риски, его шкалу нарезают резьбовым резцом. Резец закрепляют так, чтобы его передняя грань встала по вертикали, а вершина находилась на уровне оси шпинделя (рис. 92.1В). Методы деления и фиксации шаблона остаются прежними. Резец подводят до касания с поверхностью делительного диска и отводят вправо. По лимбу поперечной подачи резец подают вперед на 0,1—0,2 мм. Продольной подачей резец ведут по поверхности диска и прорезают риску. Для получения более глубокой риски ход резца повторяют, увеличив поперечную подачу до 0,3—0,4 мм. При изготовлении двушкального делитепьно-
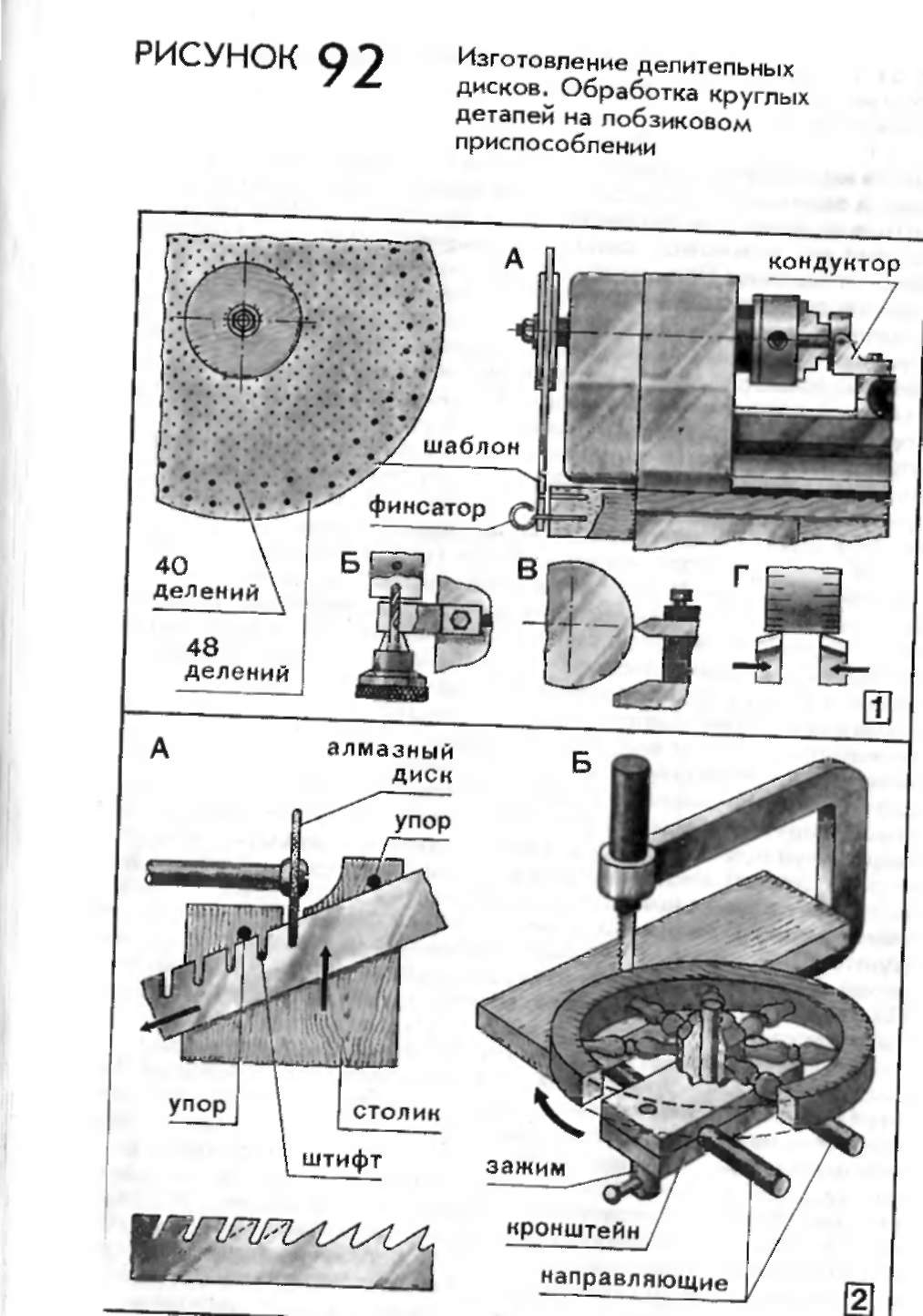
го диска (на 48 и 40 делений) риски нарезают от торца к середине. Сначала нарезают правую шкалу, останавливая движение суппорта левым упором. Затем резец переворачивают и, подавая его слева направо, нарезают вторую шкалу с применением правого упора (рис. 92.1 Г). Сочетая упоры с тонкими вкладышами, риски, обозначающие 90 и 45 , прорезают на большую длину, чем остальные. На шкале с 40 делениями удлинение может иметь каждая 5-я риска. После нарезки рисок на поверхности диска остаются заусенцы, которые удаляют острым проходным резцом, снимая стружку в пределах подачи на 0,05—0,1 мм.
Числа на шкалах выбивают специальными цифровыми пуансонами. При их отсутствии можно рекомендовать точечную набивку цифр тонким керном. Риски и цифры заполняют битумным лаком или черной мастикой, излишки которых снимают протиркой поверхности при вращении диска.
6. Обработка круглых деталей на лобзиковом устройстве
Лобзиковое устройство входит в комплект приспособлений станка «Универсал». С его помощью изготавливают разнообразные детали прямолинейного и криволинейного контура. Однако стандартные пипки рассчитаны на обработку тонких заготовок. Увеличение толщины заготовки вызывает необходимость самостоятельного изготовления уз-кополотных пил. Пилы изготавливают из часовых пружин шириной 3 8 мм, нарезая зубья алмазным диском (рис. 92.2А). Перед нарезанием зубьев полотно пружины отпускают. Нарезают зубья с опорой на деревянный столик, в который забивают тонкий штифт и два упора. После первой прорезки полотно смещают, вводят штифт в первую прорезь и нарезают вторую, двигая полотно до упоров и т.д. Вторым проходом диска вдоль полотна нарезанные ромбы стачивают по профилю зуба. Готовые зубья разводят и, не допуская перегрева, пилку закаливают. Прочность полотен шириной 6 8 мм позволяет распиливать бруски нетвердой древесины толщиной до 40 мм.
