Декоративная обработка древесины стр.25
• ••мутик фиксируют на стамеске после протачивания первой д» или, и все последующие детали получаются одинакового с ней диаметра.
« 'граничительные хомутики на подручнике можно сдвигать Дм _1азора, равного ширине стамески. Раздвинутые хомутики могут ограничивать движение стамески вдоль детали. Подручник с налаженными на определенный зазор хомутинами перемещается суппортом. Таким образом формиру-ги и определенная зона действия ручного инструмента, легко И Ьыстро изменяемая.
Формирование элементов поверхности фасонным инструментом
Фасонный механический и ручной режущий инструмент в полном объеме не сразу появляется в
• •оиходе мастера. Сначала изготавливают резцы упрощенных |юрм. Однако и простыми резцами можно вытачивать разнообразные профили.
На рис. 18.1 показан простой симметричный резец, который срезает древесину в поперечном и продольном направлениях. При этом односторонним заходом резца образуется ю< гь цилиндрической поверхности и формируется полувалик; ыходом с двух сторон формируется валик или вытачивается •«пик с буртиком.
Для вытачивания одинаковых деталей, входящих в одно изделие, или серии изделий наиболее рационально применять ф.и.онные резцы сложного профиля. Жесткая установка и рггламентированная подача резца гарантируют идентичность д-талей, что очень важно для создания четкого ритма декоративных элементов изделия.
рисунок 1 й Формирование фасонных
I О повеохностей оезпами и поверхностей резцами и стамесками
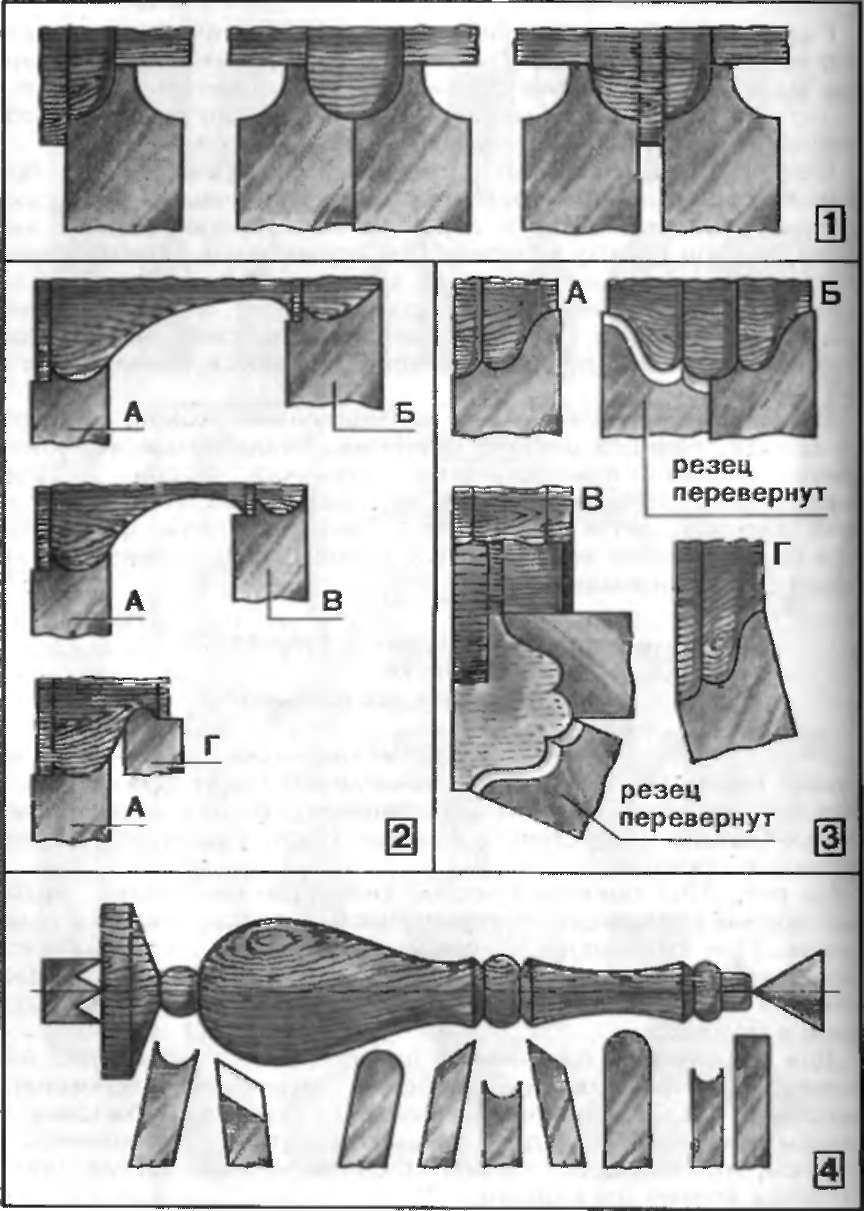
H. » рис. 18.2 показано формирование основания и головок имхматных фигур. Резец А применяется для точения основании всех 32 фигур, резец Б формирует головку спона, резец
- i оловку пешки, резец Г — подставку под коня.
И «готовленные для точения одних изделий фасонные резцы нрт одны для точения других изделий, где в сочетании с новой
>ч' и формой повтор «старого» фасона в отдельных местах Пудет незаметен. Одинаковые профили, проточенные одним .|. онным резцом на цилиндрической, конической или торцевом поверхностях изделия, воспринимаются по-разному.
Нн рис. 18.3 во всех четырех позициях точение ведется одним и тем же резцом:
Л — рельеф по цилиндру;
I. -- соединение прямого и зеркального профилей в обруч»- по цилиндру;
Н — соединение прямого и зеркального профилей по поверхности круглой рамки;
I ■ торцевое и поверхностное точение.
И позициях В и Г резец подают на деталь подвижным резцедержателем, установленным под углом к оси шпинделя.
II.) рис, 18.4 показано формирование фасонными стамес-ММи профиля ручки для кухонного инструмента.
Точение фасонных поверхностей сочетанием продольной и поперечной подач резца
При одновременной продольной и поперечной подачах резца его режущая кромка описывает в го-I н юнтапьной плоскости некоторую суммарную траекторию, н«морая создает нужный профиль вытачиваемого изделия. Пиивность ведения резца зависит от опытности мастера, верит |и его глаза и уверенности движений рук.
Для приобретения навыков в такой трудной, но интересной
