Декоративная обработка древесины стр.26
Гц поте рекомендуется проделать специальные упражнения. 1й неподвижном бруске, зажатом между патроном и пино-Нм«> »адней бабки, с помощью пластилина закрепляют картонный шаблон (рис. 19.1А). Вместо резца в резцедержатель • Ю1мают толстый грифель. Задача упражнения состоит в Н'М, чтобы, подавая грифель с помощью маховичков одновременно в продольном и поперечном направлениях, закра-■ ■■< контурную кромку шаблона (при этом шаблон не должен быть сдвинут). Закраска должна бьль непрерывной. I ч».ко в этом случае упражнение может считаться выполненным удовлетворительно. Смена шаблонов повышает эффек-
■!! н:ГЬ треНИрОВКИ.
I мнение сочетанием продольной и поперечной подач резца И«| го основано на импровизации. Однако лучшие результаты дя"» точение по эскизу: легче организовать работу и изба-ян о.» я от просчетов.
рисунок 1 О Обработка деталей методом
I 7 координированных подач резца и стамесками по шаблону
Черновую обработку заготовки и придание ей нужной формы осуществляют круглым резцом небольшого радиуса. Резец с толстой державкой закрепляют на резцедержателе с вылетом режущей части на 30—35 мм. Круглый резец способствует получению плавного контура изделия. Изредка поворачивая резцедержатель и смещая резец в разных направлениях одновременной продопьной и поперечной подачами, получают бесступенчатую криволинейную поверхность изделия, близкую к эскизу (рис. 19.1 Б). Для протачивания тонких элементов поверхности применяют резцы соответствующего профиля.
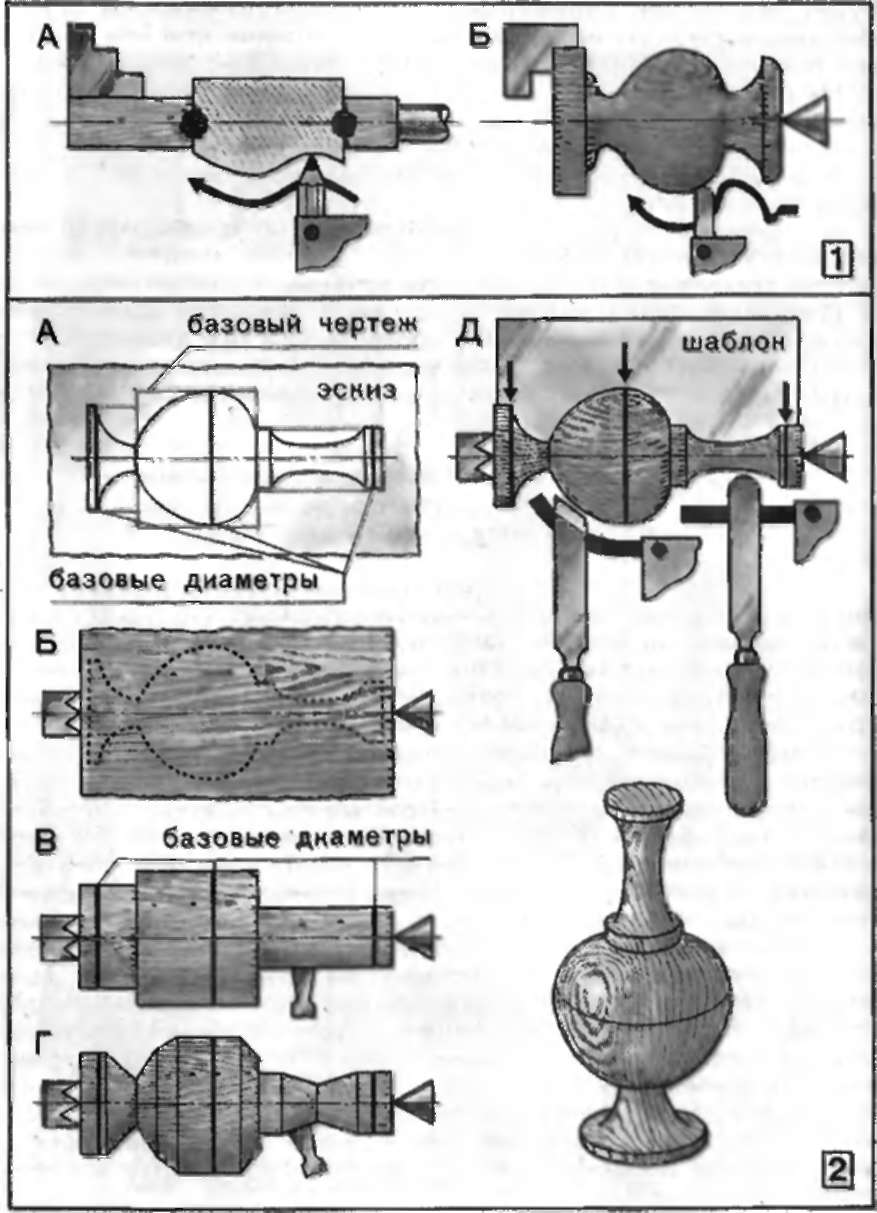
Точение фасонных поверхностей по шаблону
Формирование деталей или отдельных их элементов, имеющих плавный профиль, ведется постепенно механическим и ручным режущим инструментом и контролируется шаблонами. Точение по шаблону производится после того, как с помощью резца заготовку предварительно обработают в размер и получат базовые диаметры.
Деталь изготавливают строго^ по чертежу, по которому делают расчет предварительной обработки и контрольный шабпон. Шаблон вырезают из плотного картона или тонкой фанеры. Рабочий контур шаблона должен бьль тщательно обработан с точным соблюдением запроектированного контура. На плоскости шаблона ставят отметки базовых диаметров.
Процесс точения по шабпону схематично показан на рис. 19.2. По исходному эскизу делают базовый чертеж детали, выводящий все ее сферические формы и места их сопряжений на более простые цилиндрические поверхности {рис. 19.2А). В соответствии с базовым чертежом заготовку предварительно обрабатывают резцом при продольной и поперечной подачах и в трех точках отмечают места базовых диаметров {рис. 19.2В). Окружности, соответствующие базовым диаметрам, помечают карандашом или уголочком стамески. При последующей обработке разметка базовых диаметров допжна остаться нетронутой. Если изготавливают несколько одинаковых деталей, то по позициям Б и В обрабатывают сразу все заготовки.
Ведя постоянный контроль прикладыванием шаблона к детали, ее предваритепьно обтачивают резцом (рис. 19.2Г), а затем окончательно обрабатывают круглыми и плоскими стамесками {рис. 19.2Д). Сглаживание округлых поверхностей ведут сверху вниз в обе стороны от линии базового диаметра. Опирающийся на точки базовых диаметров шаблон на протяжении всего контролируемого профиля должен совпадать с поверхностью готовой детали. Если деталь имеет бо-пее двух базовых диаметров, ее лучше обрабатывать по разрезанным на части шаблонам. При этом каждая часть должна опираться на отдельную пару базовых диаметров. Раздельный контропь профиля детапи мобилен и потому более удобен и точен.
