Декоративная обработка древесины стр.27
Точение фвсонных поверхностей по копиру
Декоративные детапи, требующиеся иногда в большом копичестве, удобно вытачивать по копиру. Перед тем как делать копир на большую партию одинаковых деталей, рекомендуется выточить модель детапи, тщательно отработав ее форму. Модель распиливают {или сошлифовы-вают) вдоль оси. Полученный на срезе профиль переводят на заготовку из фанеры толщиной 4—5 мм и вырезают копир, на котором прочерчивают ось детали (рис. 20.1).
На кронштейне {рис. 20.2), жестко прикреппенном к станине, закрепляют горизонтальную планку с продольными пазами, параллельными оси шпинделя. Кронштейн и лпанку изготавливают из бука и стягивают болтами. К поперечным салазкам суппорта крепят металлический держатель со щупом — круглым стержнем диаметром 15 мм. Положение щупа в держателе фиксируется зажимным болтом. Вершины щупа и резца должны иметь одинаковый профиль.
Заготовку заданной длины обрабатывают под цилиндр с диаметром, равным наибопьшему диаметру будущей детали. {Обработка первой заготовки под наибольший диаметр детали необходима для согласованной нападки резца и щупа. Для точения остальных деталей достаточно обработать заготовки с небопьшим припуском.) Сначала налаживают взаимное положение заготовки и копира {рис. 20.3). При этом линия оси детали, нанесенная на копир, должна быть параллельна оси точения. Затем суппорт передвигают влево до совмещения вершины щупа с линией наибольшего диаметра детали, также отмеченной на плоскости копира {рис. 20.4). Резец подают вперед до упора в поверхность цилиндра, а щуп упирают в копир в точке наибопьшего диаметра детапи и фиксируют его положение в держателе зажимным болтом.
Обработку детали ведут справа налево. Резец подают на деталь только в поперечном направлении до упора щупа в контур копира {рис. 20.5). При малейшем ощущении упора подачу немедленно прекращают, не допуская нажима. Величина продольного смещения резца на один поперечный ход может колебаться в пределах 1—2 мм, в зависимости от кривизны копируемого профиля. Если профиль плавный, смещение может бьль больше, при крутых переходах смещение уменьшают. Малая продольная подача увеличивает время обработки, но профиль детали получается наиболее точным.
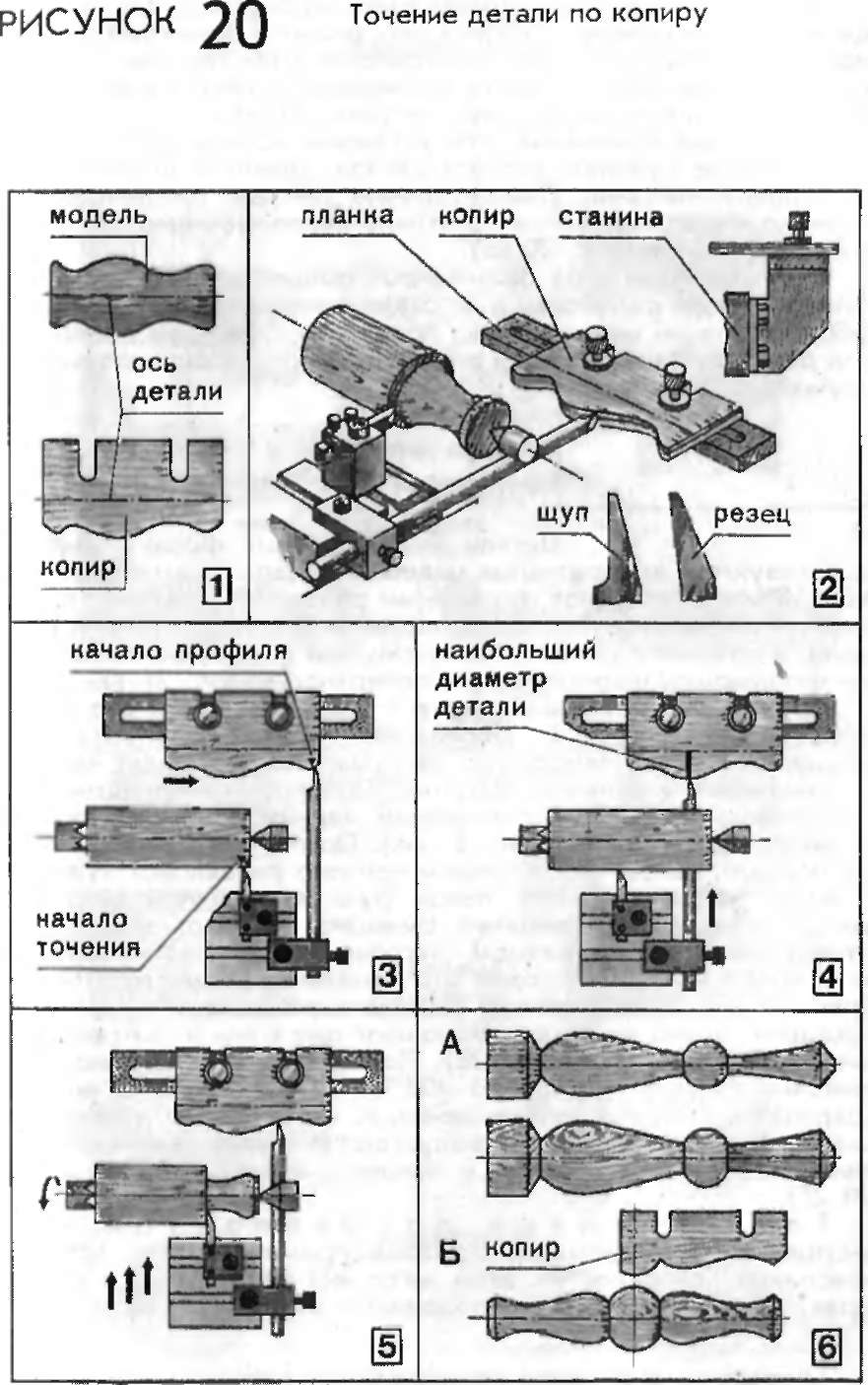
Один и тот же копир может быть использован для точения деталей одинакового профиля, но разного диаметра. Таким приемом пользуются при изготовлении многоярусных этажерок или подставок, в которых нижние стойки делают чуть большего диаметра, чем верхние (рис. 20.6А).
Небольшое изменение угла установки копира дает при том же профиле сужение силуэта детали. Длинные детали точат по копиру частями. Симметричные фигуры протачивают с края до середины, затем заготовку переворачивают и повторяют обработку (рис. 20.6Б).
С помощью копира формируют общий профиль деталей, более тонкую доработку в их отдельных частях делают поспе обработки всей партии. Когда профиль выточен, на поверхности детали остаются следы резания, которые сошлифовывают абразивной шкуркой.
Точение наружных и внутренних сферических поверхностей
Детали шарообразных форм широко испопьзуют в декоративных изделиях. Шары диаметром менее 30 мм вытачивают фасонными резцами. Заготовку предварительно обрабатывают проходными или лопаточными резцами и резцом с полукруглой режущей кромкой окончательно формируют шарообразную поверхность (рис. 21.1).
