Декоративная обработка древесины стр.56
Аналогично фрезеруют крышку шкатулки. Так как стенка крышки должна опираться на уступ, его ширина должна быть равной 3—4 мм. Внутренние грани крышки также формируют цилиндрической фрезой, вследствие чего в стыках граней образуются скругленные переходы. Поэтому углы выступа корпуса необходимо скруглить. Внутренний многогранник крышки делают чуть больше, чем многогранник, образованный
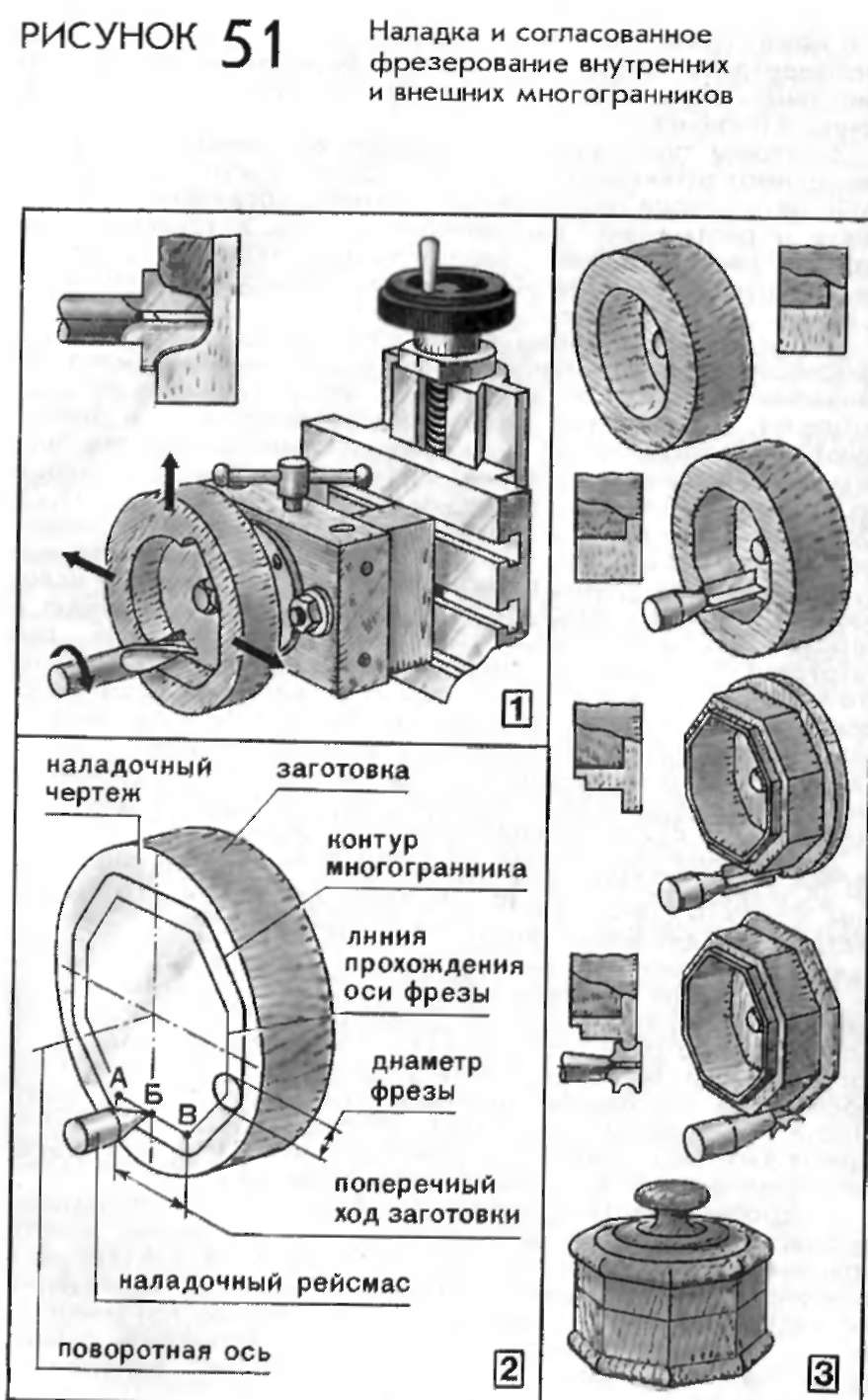
плоскостями выступа корпуса. Плотного соединения крышки и корпуса добиваются точной ручной подгонкой углов выступа в процессе их скруглення.
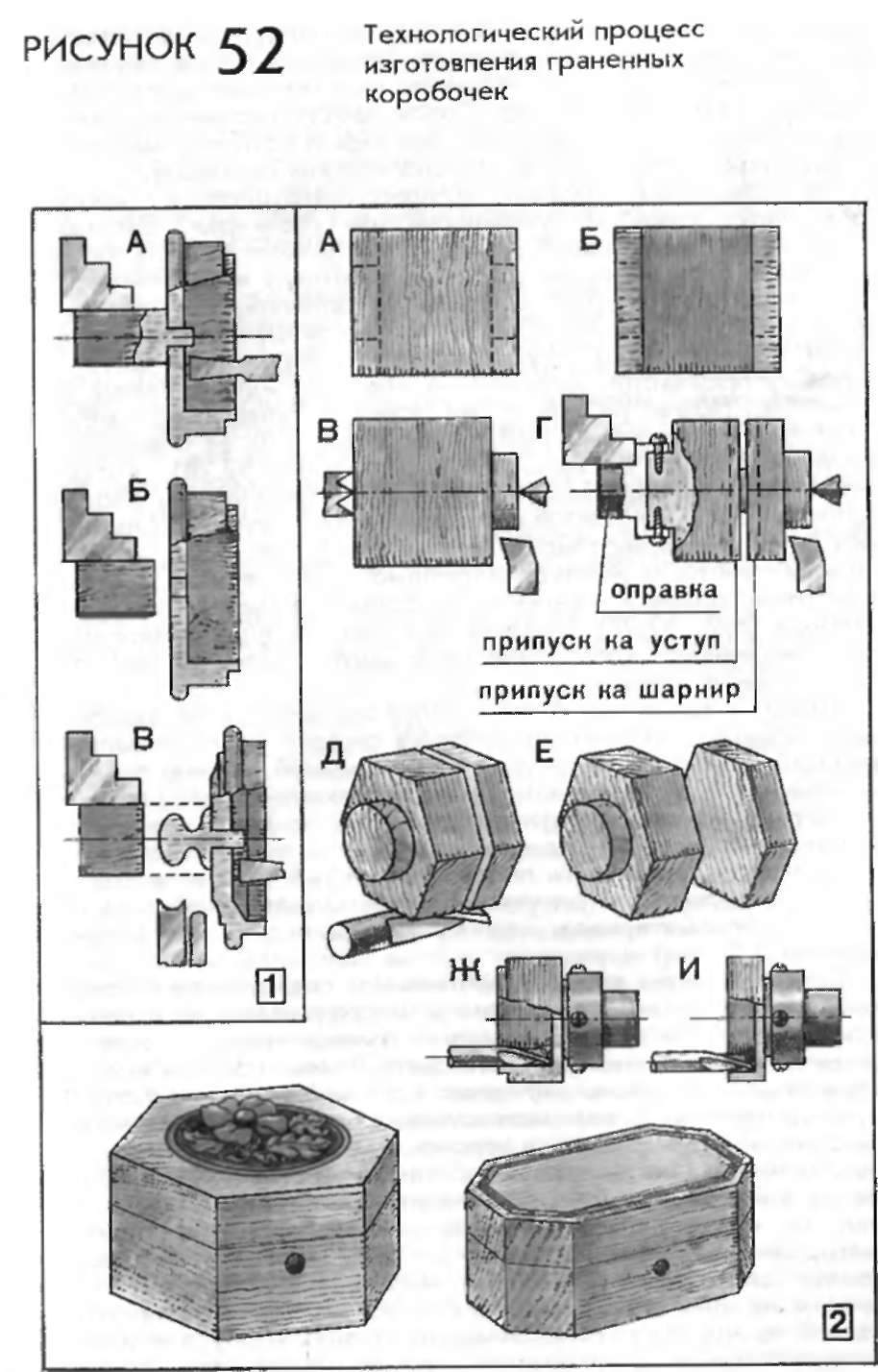
Технологические центральные отверстия в корпусе и в крышке после фрезерования закрывают пробками или декоративными элементами. Качественная задепка технологических отверстий не менее важна, чем работа над самим изделием. На рис. 52.1 А показан порядок заделки отверстия в дне корпуса шкатулки. В прямые купачки патрона зажимают крутую заготовку диаметром 20—25 мм и некоторую его часть стачивают до диаметра 8,3 мм. Вершину пробки слегка стачивают на конус и весь обработанный участок смазывают клеем. Затем на обточенную часть плотно насаживают корпус шкатулки. Надвигание корпуса на пробку осуществляют пинолью задней бабки через отрезок трубы или деревянный брусок, высверленный с торца. Корпус надвигают до упора. Сделав на заготовке общую с патроном красную отметку, ее вместе с корпусом шкатупки снимают со станка. Те же операции выполняют с крышкой шкатулки.
После того как клей схватится, заготовку вновь устанавливают в патроне по красной отметке. Лопаточным резцом, введенным в полость корпуса, начисто срезают выступ пробки и зашлифовывают ее торец. Отрезным приспособлением корпус отпиливают от заготовки и оставшийся под дном небольшой выступ стачивают на листе абразивной шкурки (рис. 52.1 Б). Внутреннюю попость крышки также зачищают резцом и зашлифовывают. Из внешней части заготовки фасонными резцами формируют ручку крышки (рис. 52.1В) и шлифуют ее. После срезания крышки вершину ручки дошли-фовывают.
Схемы и описание изготовпения шкатулки и заделки технологических отверстий приведены в упрощенном виде, с тем чтобы выявить основные этапы работы. На практике процесс изготовления изделий граненой формы более сложен.
Заготовки для изделий, включающих накладные декоративные элементы, целесообразно закреплять через центральные отверстия, которые впоспедствии будут закрыты. Таков наиболее простой путь закрепления заготовок, но он возможен не всегда. Небольшие изделия, изготавливаемые из одного куска древесины с красивой текстурой и имеющие в готовом виде чистую поверхность (ипи слой под резьбу), не подлежат сверлению. Поэтому в технологическом проекте подобных изделий необходимо предусмотреть иные способы закрепления заготовок, обеспечивающие неприкосновенность части материала, непосредственно входящего в изделия. Кроме того, в проекте должна бьль заложена единая огранка корпуса и крышки, чтобы в их сомкнутом состоянии текстура совпадала и обе детали объединялись в одно целое. Внутренняя форма миниатюрных изделий должна повторять внешние
очертания {если не ставится другой специальной задачи). Единство внешнего и внутреннего профилей — не самоцель, а соблюдение хорошего правила: чем меньше древесины в изделии, тем оно изящнее. Совокупность перечисленных условий требует взыскательного подхода к подбору материала и тщательного выполнения технологических операций.
