Декоративная обработка древесины стр.6
Шпиндель вытачивают в центрах с шейками под два радиальных подшипника.^Спева на шпиндель надевают двухступенчатый шкив, выточенный из металла или твердого дерева на основном шпинделе. Первая ступень шкива (диаметр до 145 мм), соединенная ремнем с наименьшей ступенью шкива двигателя, передаст на дополнительный шпиндель частоту вращения около 500 об/мин. Вторая, меньшая ступень (диаметр 95 мм) даст частоту вращения 2800 об/мин. Меньшая частота вра-
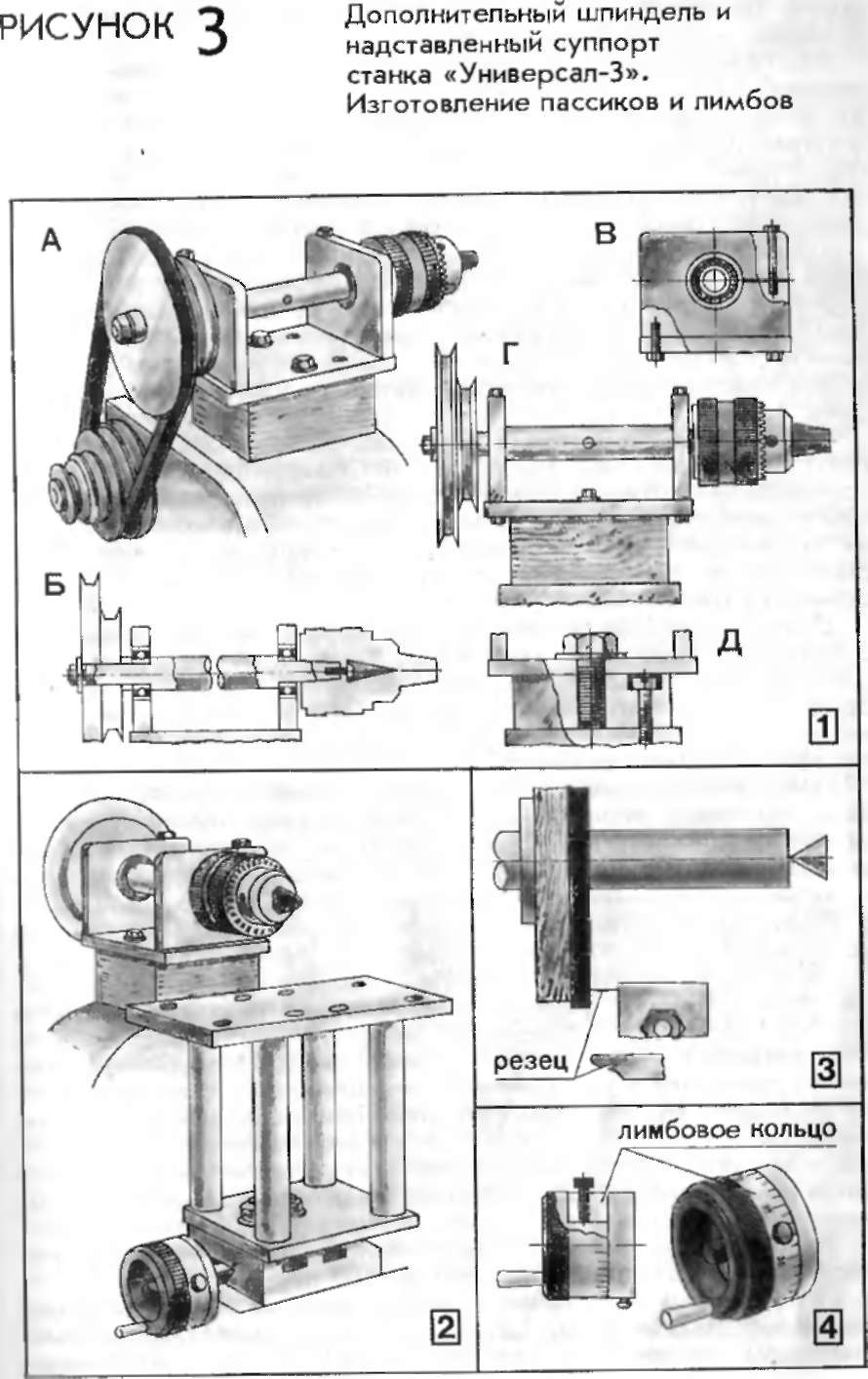
щения шпинделя необходима для точения крупных изделий, большая — для фрезерных работ.
На правом конце шпинделя устанавливают готовый сверлильный патрон с диаметром зажима 15 мм. Конус под гнездо патрона вытачивают подвижным резцедержателем, налаженным по конической поверхности, установленной в центрах переходной втулки (конус Морзе 2), входящей в комплект поставки. Для придания большей жесткости соединению патрон со шпинделем стягивают осевым винтом (рис. 3.1 Б).
Шпиндель с подшипниками закрепляют в корпусе, состоящем из двух вертикальных пластин, поставленных на общей горизонтальной плате. Пропустив шпиндель в отверстие пластин, насаживают и закрепляют шкив, затягивая через проста-вочное кольцо левый подшипник. Затем зажимными винтами обеих пластин фиксируют положение подшипников в гнездах (рис. 3.1В).
Плату устанавливают на передней бабке станка и закрепляют двумя болтами М8 или М10. Между платой и бабкой прокладывают буковый брусок, предварительно заторцованный с двух сторон (верх и низ) и выведенный таким образом на заданную высоту. Прокладочный брусок может быть сменным в зависимости от требуемой высоты установки шпинделя (рис. 3.1 Г).
Плата может закрепляться и одной центральной шпилькой с крупной резьбой М12 или М16. В этом случае лучше применять металлический брусок (рис. 3.1Д). Закрепленный в одной точке корпус вместе со шпинделем может быть повернут на некоторый небольшой угол для точения конических изделий большого диаметра.
Применение сверлильного патрона является предпочтительным, поскольку возможна установка толстых оправок для точения больших деталей и крупных фрез. При этом отпадает необходимость снимать патрон с основного шпинделя. Однако если мастер имеет достаточную квалификацию, он может снабдить дополнительный шпиндель резьбовым фланцем для установки большого трехкулачкового патрона.
На дополнительном шпинделе можно выточить шкив диаметром 200 мм и, установив его, снизить частоту вращения до 350 об/мин. Дальнейшее снижение частоты вращения осуществляют через промежуточный шкив. Передача движения от двигателя к дополнительному шпинделю осуществляется стандартным клиновым ремнем или большим ремневым кольцом и пассиками собственного изготовления. Следует заметить, что работа на дополнительном шпинделе производится при открытом (снятом) кожухе, прикрывающем привод, поэтому необходимо соблюдать особую предосторожность.
Высота установки дополнительного шпинделя позволяет обрабатывать детали диаметром до 500 мм.
С подъемом оси точения необходимо повысить верхний уровень суппорта (рис. 3.2). Суппорт наращивают четырьмя стальными колоннами, связанными двумя горизонтальными пластинами. Нижнюю пластину закрепляют сквозными болтами на поперечных салазках. Верхнюю пластину снабжают резьбовыми гнездами М10 для закрепления резцедержателей, подручников и других приспособлений.
