Декоративная обработка древесины стр.61
Подвеска делительного бпока осуществляется с помощью двух накладных ппастин треугольной формы, закреппяемых на боковых гранях корпуса блока. Пластины крепятся к корпусу двумя винтами Мб с потайными головками. Винты пропускают в боковые отверстия в корпусе и ввинчивают в вертикальные стальные стержни (рис. 54.1 А). Пластины, закрепленные на делительном блоке, применяют в обоих вариантах обработки сфер. Кронштейны, к которым шарнирно крепится подвеска блока, имеют разную конструкцию, зависящую от формы фрезеруемой сферы. Накладные пластины делительного бпока и вертикальные стенки кронштейнов имеют ряд отверстий диаметром 6 мм. В противоположные пары отверстий пропускают два бопта Мб, соединяющие кронштейн с пластинами. Болты снабжают пружинными шайбами и затягивают контргайками. Степень затягивания боптов должна обеспечивать свободный поворот пластин без пюфта.
Набор отверстий в пластинах и стенках кронштейнов позволяет менять радиус качания заготовки и положение оси шарнира относительно поворотной оси делительного блока. Изменение радиуса и положения оси шарнира с помощью набора отверстий является упрощенным вариантом. Усложнив конструкцию приспособления, можно получить плавное регулирование обоих параметров.
Из рис. 54.2 видно, что шарнирная ось проходит на некотором расстоянии от поворотной оси и фреза придает заготовке не шарообразную форму, а несколько расширенную, сохраняя в центре заготовки нетронутую площадку. Эта площадка важна для монтажа готовой детали с другими элементами изделия.
Плавный поворот делительного блока вокруг шарнирной оси производят с помощью съемной рукоятки. Спосоо ее крепления показан на рис. 55.1 А.
Все заготовки для сферического профилирования предварительно обрабатывают на токарном станке до заданного ди-
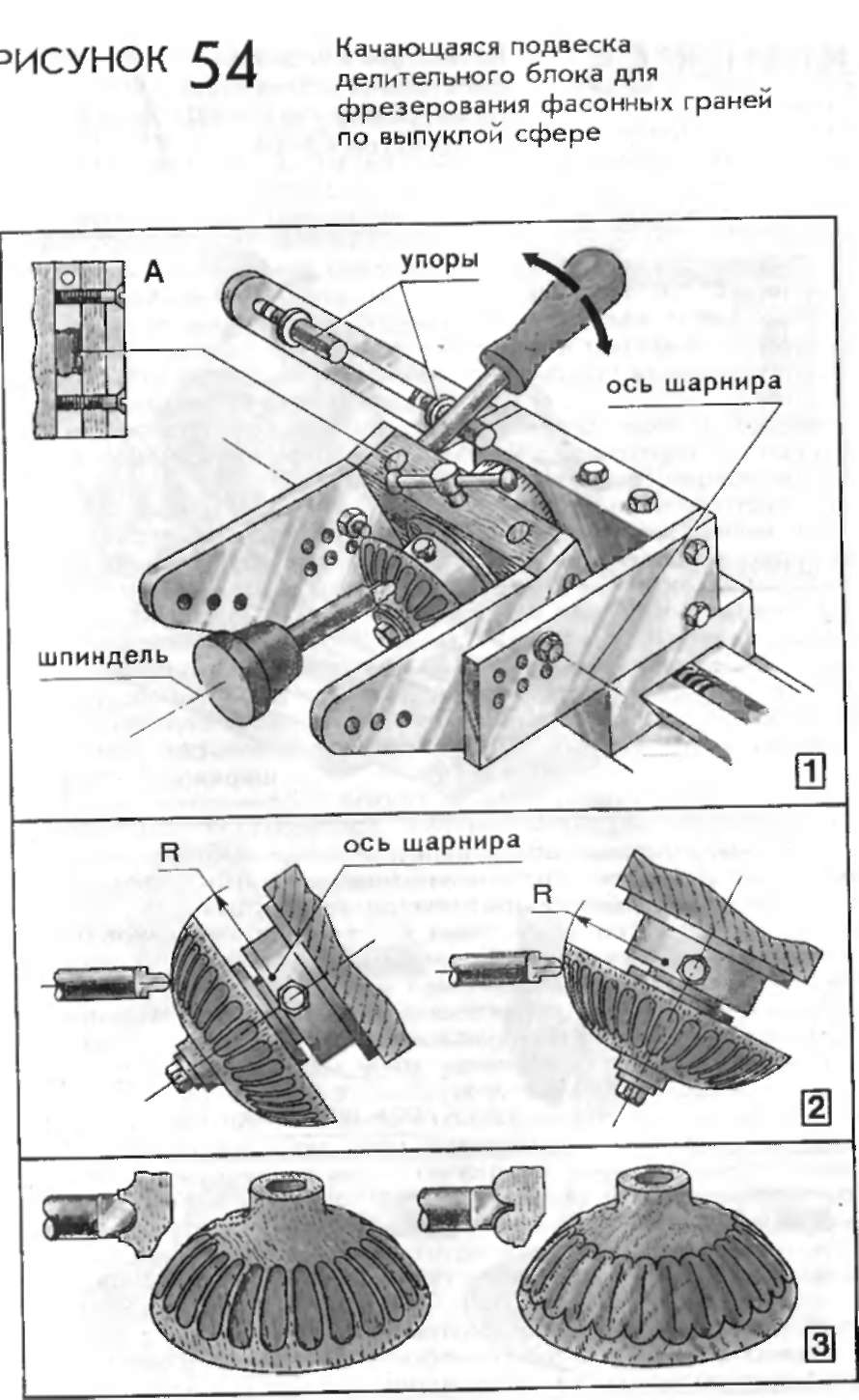
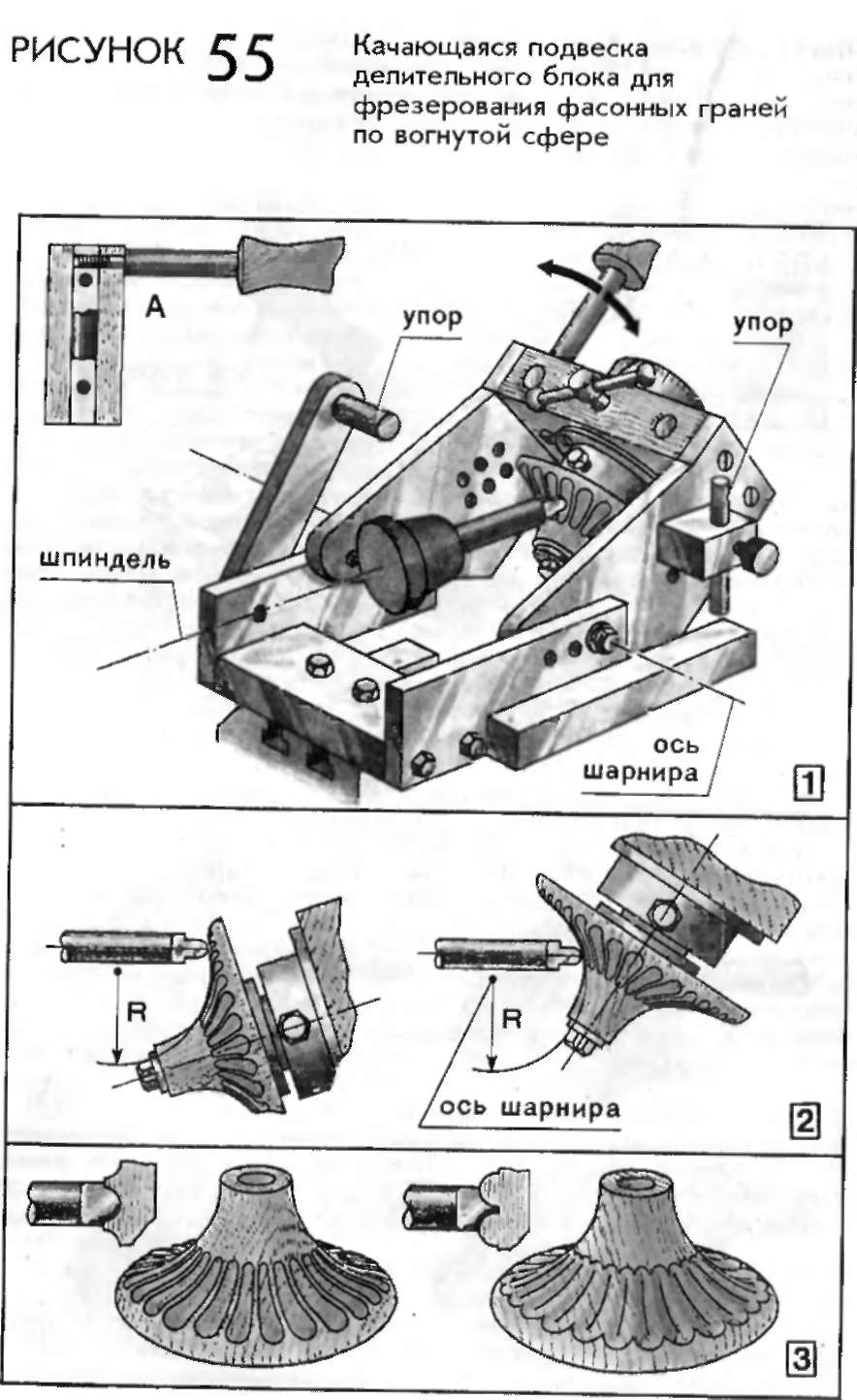
аметра и торцуют в размер. Применяя шаблон, обрабатывают место сферы, оставляя припуск на фрезерование до 3—4 мм. Обточенную заготовку закреппяют на делительном приспособлении, которое соответственно профипю сферы устанавливают на одном из двух кронштейнов. Поперечной подачей суппорта поворотную ось заготовки совмещают по вертикали с осью шпиндепя и найденное положение фиксируют упором или затягиванием планки салазок. Сочетанием отверстий в накладных пластинах и стенках кронштейна находят попожение, при котором зона фрезеруемой сферы окажется досягаемой для торца фрезы в крайних фазах качания заготовки (на рис. 54.2 и 55.2 заготовки показаны в крайних фазах). Эти положения подвески фиксируют упорами, расположенными на стенках кронштейнов.
Смещая суппорт в продольном направлении и покачивая рукояткой делительное приспособление, заготовку подводят к торцу фрезы до касания и в этой точке делают первое врезание глубиной до 0,5 мм. В результате качания заготовки (от улора до упора) на ее поверхности прорежется тонкая дуговая бороздка. Вследствие того что предварительная токарная обработка не может дать расчетной сферической поверхности, при начальном врезании фрезы в заготовку канавка будет получаться неполной формы. По мере углубления фрезы съем древесины будет все более равномерным на всем фрезеруемом участке и фасонная канавка примет окончательную форму. Доведя глубину канавки до заданной величины, устанавливают упор продольного перемещения суппорта.
