Декоративная обработка древесины стр.62
На рис. 54.3 и 55.3 показаны фрезы двух типов — полукруглые и четвертькруглые, сечения рельефов, образующихся после фрезерования, и образцы готовых деталей. Из рисунков видно, что с продвижением фрезы к центру заготовки канавки сближаются и по достижении определенного положения их рельеф сольется. Однако, зная размеры режущих элементов фрезы и контур заготовки, пользуясь графическим методом, легко рассчитать приблизительный предел фрезерования. Установив упор немного ниже расчетного предела, производят пробное фрезерование двух соседних канавок. По результатам пробы упор устанавливают окончательно и фрезеруют рельеф по всему кругу.
Профрезерованные детали обязательно дорабатывают на токарном станке. При этом полученный на сферах рельеф можно подкорректировать. Например, в местах сближения канавок, вырезанных полукруглой фрезой, сферическая поверхность может быть подрезана таким образом, чтобы глубина канавок уменьшилась. Тогда контур канавок сузится, а промежутки между ними будут иметь по всей дуге одинаковую ширину.
Рельеф, образуемый четвертькруглой фрезой, может быть сформирован так, что за счет близкого расположения канавок и их взаимного частичного подрезания в местах сужения на
поверхности заготовки не останется нетронутой^ древесины. Такая поверхность нуждается в повторной токарной обработке только в местах, свободных от фрезерования.
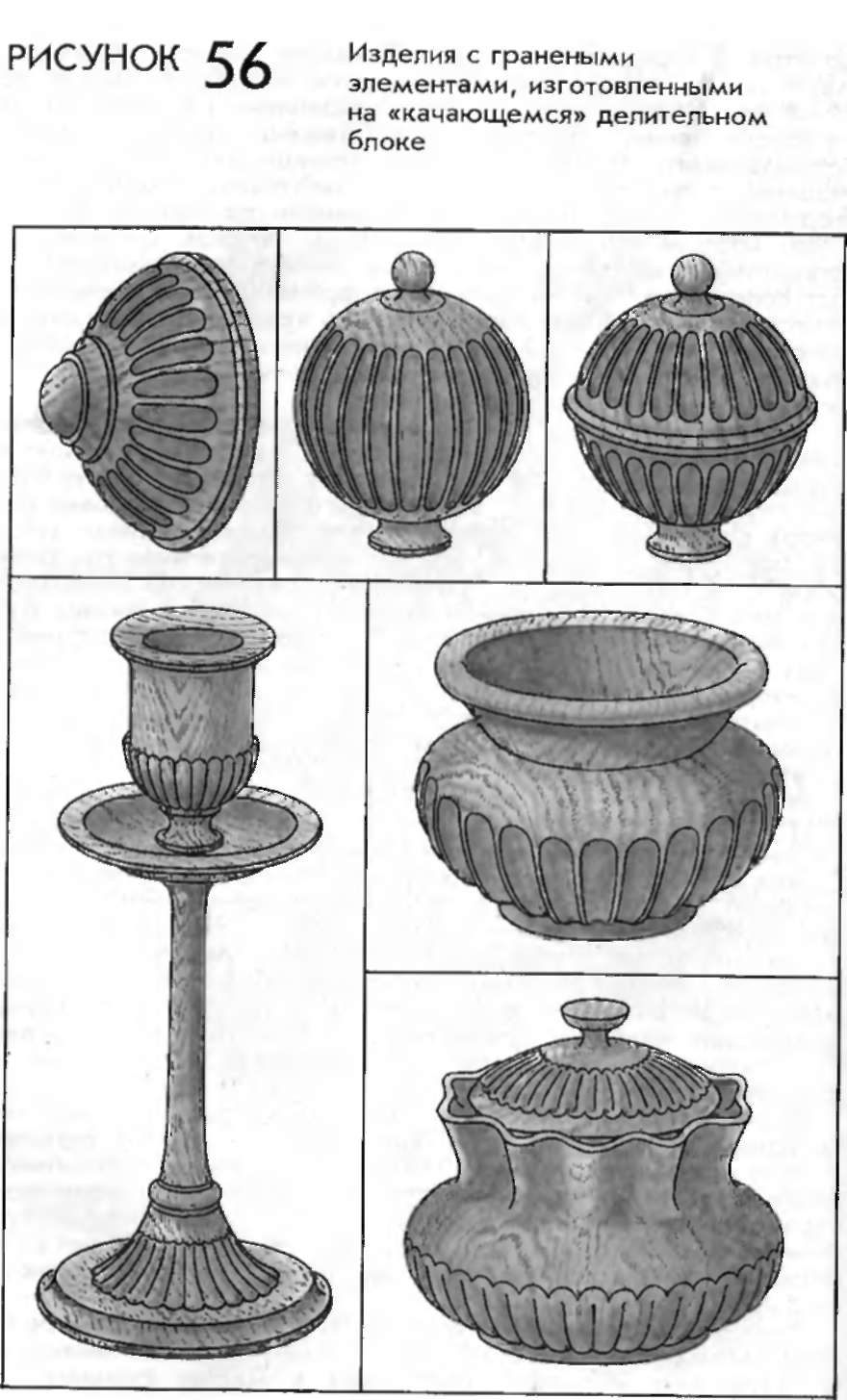
Кроме возможной корректировки рельефа, повторной токарной обработкой к сформированной сфере подгоняют остальной контур деталей, сглаживают переходы от сферы к другим поверхностям, дополняют детали другими декоративными элементами. Готовые детали могут широко применяться как самостоятельные изделия и как составные элементы в сложных изделиях. На рис. 56 показаны некоторые варианты использования фасонных профипированных сфер.
6. Фрезерование фасонных граней по цилиндру и конусу
Ципиндрические и конические детали длиной до 60 мм огранивают простыми и фасонными фрезами с помощью универсального делительного блока, который закрепляют на ^ вертикальном суппорте через поворачиваемый кронштейн, соединенный с фрезерным столом одним коротким болтом М10. Корпус делитепьного блока крепят на кронштейне двумя сквозными болтами или шпильками.
Связка кронштейн — делительный блок может фиксироваться в двух разных положениях, при которых ось обрабатываемой заготовки будет направлена либо по вертикали (рис. 57.1), либо под определенным углом (рис. 58.1), налаживаемым по угловому шаблону ипи по касанию конической поверхности детапи.
Просверленную по оси заготовку закрепляют на стандартной оправке сквозным болтом М8. После обработки на токарном станке с припуском на фрезерование заготовку вместе с оправкой переносят на делительный блок и закрепляют во фланце поворотной оси. фрезерование граней по поверхности заготовки ведется главным образом вдоль волокон древесины, и обрабатываемая поверхность имеет высокую чистоту, поэтому частота вращения шпиндепя может не превышать 3000 об/мин.
В зависимости от профиля фрезы и угла поворота заготовки можно попучить различный рельеф — с промежутками между канавками (рис. 57.2А и 58.2А) или без них (рис. 57.2Б и 58.2Б). Детали с частичной отборкой уже на этапе точения следует обрабатывать без припуска, с высокой чистотой поверхности.
