Декоративная обработка древесины стр.71
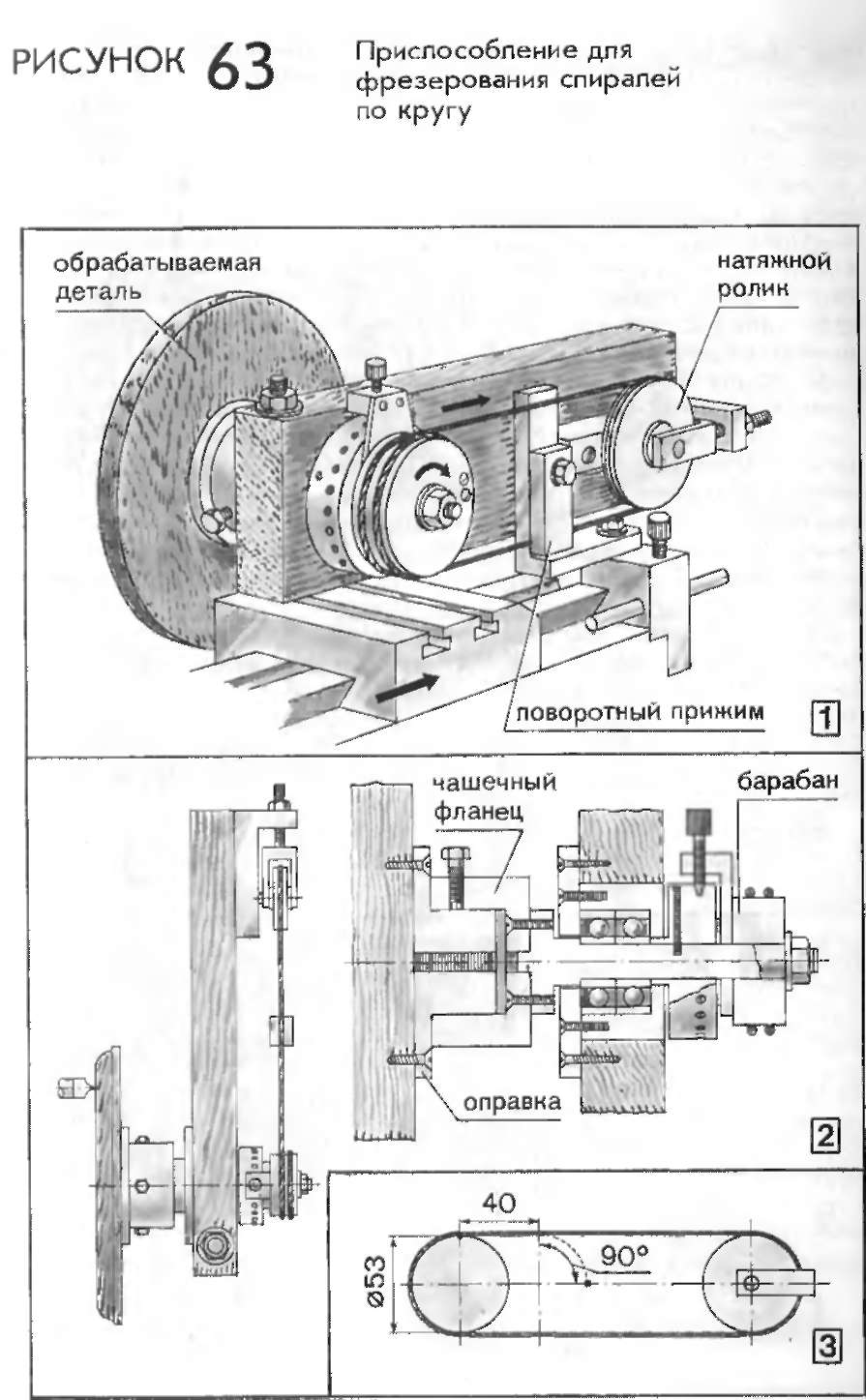
С продвижением поперечных салазок вместе с установленным приспособлением заготовка получит радиальное смещение. Одновременно с этим одна из зажатых ветвей каната останется на месте, а увлекаемая натяжным ропиком свободная ветвь начнет сматываться с барабана и поворачивать его, т.е. вращать заготовку. Остаток зажатой ветви будет наматываться на барабан. В целом же общая длина петли каната (между барабаном и натяжным роликом) остается неизменной.
При заготовке диаметром 145 мм оптимальный размер пояса, покрываемого спиралями, равен 40 мм. Наиболее выразительную крутизну имеет спираль с дугой в 90°. Взяв за исходные оба параметра, легко определить, что диаметр барабана будет равен 53 мм; именно при этой величине перепущенный на 40 мм канат повернет заготовку на четверть оборота.
Барабан связан с поворотной осью через фиксатор и делительный диск. Поперечное смещение салазок и продольную подачу заготовки на фрезу ограничивают упорами. После прохождения первой спирапи приспособление возвращают в исходное положение. С помощью делительного диска заготовку поворачивают на заданный угол (шаг) и фрезеруют следующую спираль и т.д. Все спирали фрезеруют в одном режиме, оставляя для чистового прохода 0,3—0,5 мм. Фрезерование ведут только в одном из двух избранных направлении: от края к центру или от центра к краю.
При зажиме нижней ветви Каната (рис. 64.1 А) и движении фрезеруемой заготовки вперед (от себя) получится спираль левого направления. При зажиме верхней ветви каната (рис. 64.1 Б) и движении заготовки в том же направлении получится правая спираль.
Если произвести встречное фрезерование спиралей (рис. 64.1В), получится перекрестный орнамент. Встречное фрезерование ведут в два этапа: сначала прорезают все спирапи одного направления, затем, поменяв зажим ветви каната, фрезеруют все спирали симметричного направления. В момент поворота прижима (вверх или вниз) салазки должны
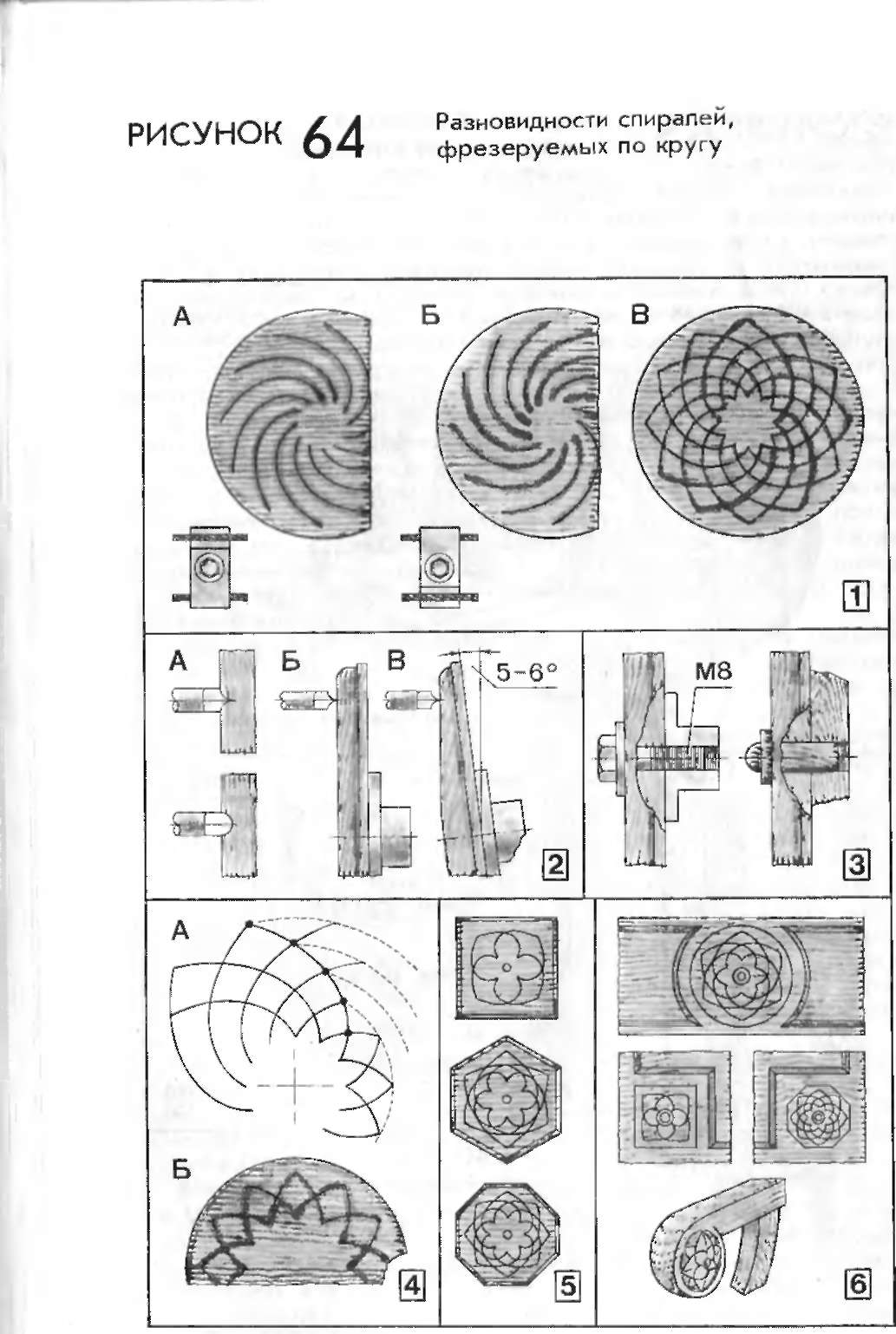
быть отведены до упора, а фреза находиться в крайней точке одной из профрезерованных канавок. Фрезерование спиралей обоих направлений ведут из одной общей точки.
Спиральные канавки фрезеруют торцевыми фасонными фрезами двух типов: четвертькруглой и полукруглой (рис. 64.2А). Сближение канавок в центре круга может привести К взаимной их подрезке, поэтому следует произвести пробное фрезерование по наладочной заготовке и соответственно заданному рельефу ограничить ее смещения. Если заготовка плоская, приспособление устанавливают так, чтобы поворотная ось была параллельна оси шпинделя (рис. 64.2Б). Эластичность каната позволяет производить его перепуск при некотором повороте приспособления вокруг крепежного болта МЮ. В этом случае возможна обработка конических кругов с углами наклона образующей до 5—6° (рис. 64.2В).
Заготовка может быть закреплена на стандартной оправке тремя винтами с нелицевой стороны. Таким закреплением пользуются, когда необходимо сохранить в целостности центр заготовки (рис. 63.2). Однако чаще центр спиральных розеток при их последующей установке не остается ровным, его дополняют полусферами или другими элементами, усиливающими декоративный эффект плоского орнамента. Заготовку, которая впоследствии будет дополнена центральными деталями, закрепляют на оправке болтом М8 (рис. 64.3). При сборке изделия отверстие закрывают пробкой с полусферической головкой. Пробка упрочняет соединение розетки с изделием. Кроме того, гарантируется точность установки розетки на месте, определяемом предварительной разметкой и сверлением гнезда под хвостовик пробки.
