Декоративная обработка древесины стр.70
рисунок 62
Устройство и применение специального поводкового центра. Универсальная металлическая оправка
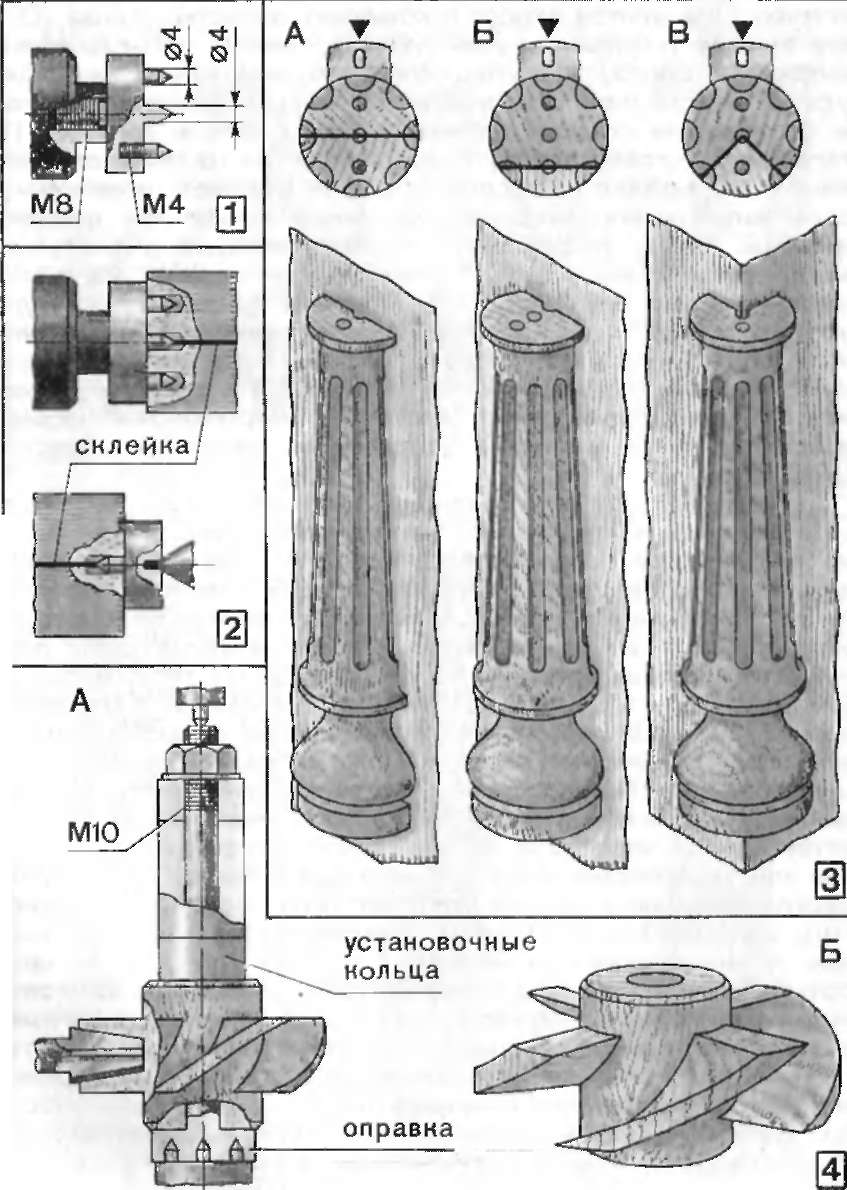
На рис. 63.3 показаны места сверления торцов заготовки для обеспечения согласованного положения ее шва с отметкой 0 делительного диска и три варианта монтажа готовой детали на поверхности изделия. Необходимость согласования очевидна, так как обе половины заготовки должны быть покрыты каннелюрами совершенно одинаково (рис. 62.ЗА) или симметрично относительно вертикальной оси (рис. 62.ЗБ и В). На всех этапах токарной и фрезерной обработки клееной заготовки съем древесины ведут осторожно, с малыми подачами резца и фрезы. Частота вращения шпинделя при токарной обработке не должна превышать 650 об/мин, а частота вращения фрезы должна быть не менее 3200 об/мин. Готовую деталь раскалывают стамеской, приставленной лезвием ко шву в торце. В заготовке со вставным сектором (рис. 62.3В) подгоняют поверхности обеих сторон вставки, но на клей ставят только одну сторону для бездефектного удаления вставного бруска. Поверхность разъема зашлифовывают до чистой древесины. Применение клееных заготовок способствует рациональному использованию дорогой древесины, которая в сочетании с дешевой позволяет изготавливать детали диаметром, превосходящим толщину исходного бруска ценной породы (рис. 62.ЗБ).
Для фрезерования заготовок, имеющих сквозное центральное отверстие, спиральное приспособление оснащают металлической оправкой. Фланец оправки просверливают соответственно конусам поводка. Плоскую заготовку надевают на оправку и через набор установочных колец зажимают гайкой. Данная оправка универсальна — закрепленную на ней заготовку можно обтачивать и фрезеровать. На рис. 62.4А показано фрезерование четырехлопастного винта вентилятора. Поскольку толщина попастей с приближением к стволу уменьшается, деталь фрезеруют конической фрезой. На готовой детали (рис. 62.4Б) хорошо видно, как изменяется крутизна спиральной линии: от пологого внешнего контура попасти до Крутого наклона по стволу. Плоскость лопасти с отдалением от центра постепенно поворачивается вокруг своей оси.
8. Фрезерование спиралей ло кругу
Для фрезерования спиралей по кругу заготовка должна совершать одновременно два движения: поворачиваться вокруг своей оси и смещаться в радиальном направлении. Оба движения можно получить методом перепуска Каната.
На толстом буковом бруске (рис. 63.1) монтируют блок поворотной оси и натяжной ролик. Брусок закрепляют на салазках суппорта болтом МЮ. Блок поворотной оси (рис. 63.2) аналогичен устройству, описанному в предыдущем разделе. Но имеются и некоторые отличия. На левом конце поворотной оси закреплен чашечный фланец с тремя болтами Мб. В «чашке» закрепляют стандартную оправку^ с обрабатываемой заготовкой. Барабан и натяжной ролик выполняют одинакового диаметра, с тем чтобы верхняя и нижняя ветви каната были параллельны друг другу. Концы каната закрепляют в двух расположенных рядом гнездах. В положении, изображенном на рисунке, верхняя и нижняя ветви Каната симметричны и делают по бараоану три четверти витка. Кронштейн, закрепляемый на каретке суппорта, имеет длинную вертикальную стойку, рассчитанную на зажим верхней или нижней ветви каната.
