Декоративная обработка древесины стр.83
Подавая приспособление продольно в два этапа (предварительным и чистовым проходами), фрезеруют первую канавку и устанавливают левый упор. Разжав тиски, заготовку смещают на кратную часть хорды дуги элемента орнамента и, затянув тиски, фрезеруют очередную канавку и т.д. Хорда может быть поделена на две, три, четыре части в зависимости от того, сколь мелкий рисунок должен иметь нарезаемый перекрестный орнамент. Учитывается также прочность древесины, поскольку слишком мелкие детали орнамента могут выкрошиться или будут срезаны фрезой.
Нормальное выполнение орнамента во многом зависит от точности разметки заготовки, методика которой изложена ранее (см. рис. 45). Однако более качественное деление можно произвести, пользуясь приемами, показанными на рис. 94.
Наладка на фрезерование по копирам с более сложным контуром осуществляется аналогичным образом. Чаще всего
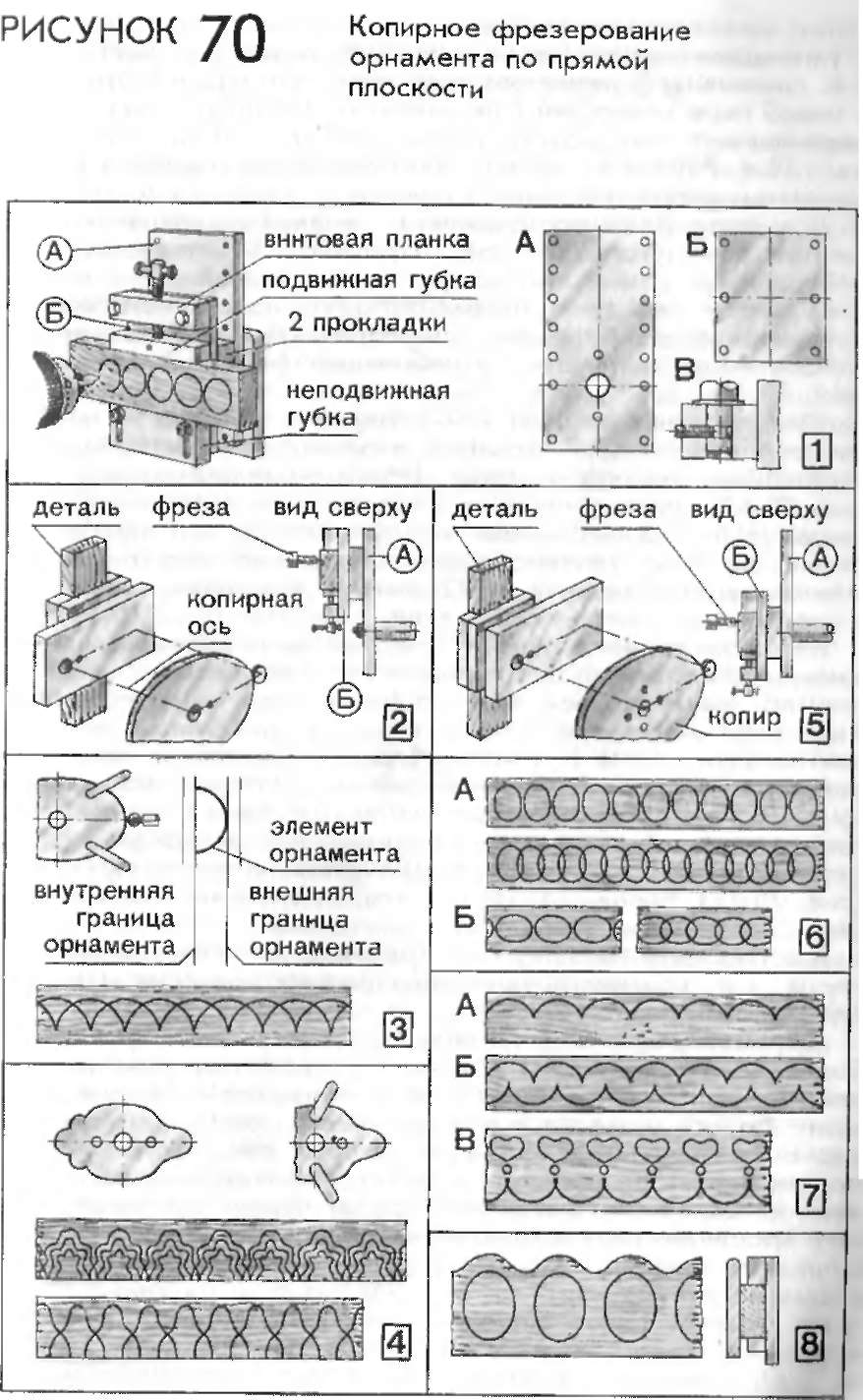
такое фрезерование ведется с уменьшением. Для обработки с уменьшением пояс орнамента приближают к копирной оси, т.е. планшайбу Б передвигают и через прокладки закрепляют в новой паре отверстий планшайбы А. Образцы орнаментов, нарезаемых по двустороннему копиру, представлены на рис. 70.4. Работа по обоим контурам копира ведется с применением упорных планок.
Для фрезерования орнамента, складывающегося из элементов замкнутого контура, планшайбу Б и неподвижную губку тисков устанавливают так, чтобы копирная ось проходила через середину орнаментального пояса. Копирование производится с большим уменьшением (до 3—4 раз) по специальным копирам с небольшой разницей длин осей (рис. 70.5).
Фрезерование овалов, как элементов орнамента, может производиться в двух вариантах взаимного их расположения: касательном и перекрестном. Оба варианта, показанные на рис. 70.6А, фрезеруются на заготовке, расположенной перпендикулярно большой оси копира. Если в копире сделать стабилизирующие отверстия для шпильки по малой оси, его можно будет повернуть на 90° и профрезеровать орнаменты с элементами, «вытянутыми» адоль заготовки (рис. 70.6Б).
Варианты переналадок не исчерпываются указанными приемами. Интересный декоративный эффект может дать, например, двустороннее фрезерование, получаемое переворачиванием заготовки (детали) в тисках при полном сохранении наладки станка и приспособления. Сначала на плоскости фрезеруют ряд связанных своими концами полуовалов (рис. 70.7А). Затем заготовку переворачивают и зажимают в тисках, так чтобы вновь фрезеруемый ряд полуовалов сместился относительно уже готового ряда на половину хорды (рис. 70.7Б). Вариантов орнаментов, получаемых только простым переворачиванием заготовки, очень много. Их число возрастает еще больше, если производить и переналадку копиров, т.е. применить сочетание разных контуров в одном орнаменте (рис. 70.7В).
Обработку заготовки по краю ведут в связи с орнаментом. Заготовку устанавливают в тисках через промежуточный брусок, временно закрепляемый на ее нелицевой стороне. Толщину бруска и место его закрепления подбирают с таким расчетом, чтобы обрабатываемый край заготовки находился на некотором расстоянии от тисков. Образуемый зазор позволяет применять фасонные фрезы, полностью охватывающие профилем лезвия толщину заготовки (рис. 70.8).
