Декоративная обработка древесины стр.84
Копирное фрезерование орнамента с несимметричными и наклонными элементами
Принципы копирного фрезерования геометрических орнаментов во многом сходны. Поэтому методы фрезерования орнаментов с несимметричными и наклонными элементами по кругу и на прямой плоскости показаны совместно.
Несимметричный элемент орнамента может быть получен двумя способами:
несимметричной установкой на копирах упорных планок;
специальным копиром несимметричного контура.
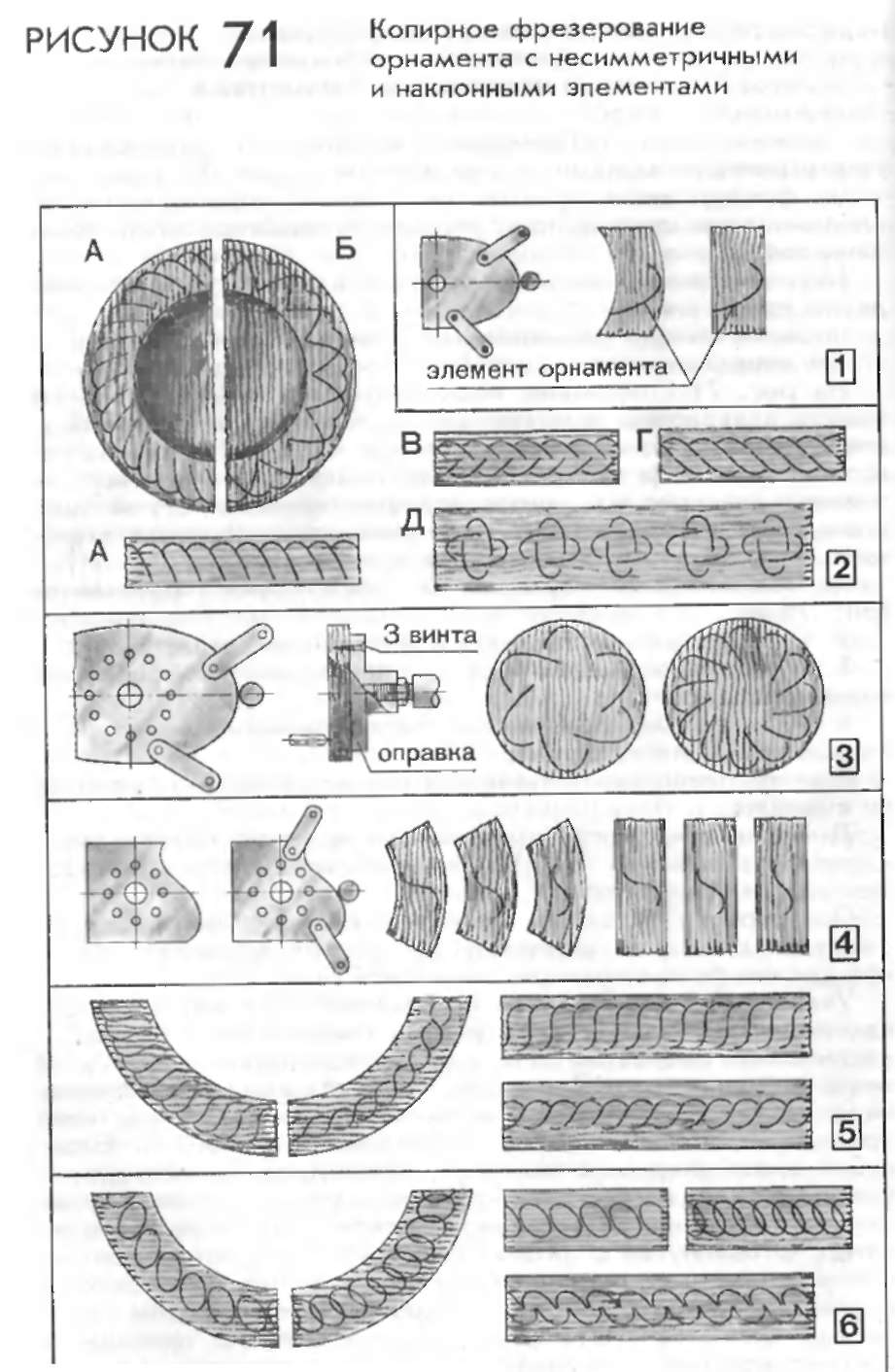
На рис. 71.1 показаны несимметричная наладка упорных планок и варианты образуемых орнаментальных элементов, вписанных в круглый и прямой пояса. Следует пояснить, что готовые овальные копиры, налаженные на частичное использование контура, применяют для фрезерования с уменьшением, при котором изгиб дуги элемента орнамента становится более крутым, что и показано на рисунке.
Из налаженных орнаментов фрезеруют орнаменты (рис. 71.2):
А — обыкновенный по кругу и прямой плоскости; Б — перекрестный по кругу, получаемый переворачиванием копира;
В — «косичка», получаемый переворачиванием копира и смещением шага заготовки;
Г — «веревочка», получаемый переворачиванием заготовки в тисках;
Д — «узелки», получаемый четырехкратной перестановкой копира (по четырем стабилизирующим отверстиям, просверленным по осям копира).
При нарезке «узелков» шаг орнамента определяется расстоянием между их центрами. Центр фрезеруемого «узелка» должен быть совмещен с копирной осью.
Указанный способ можно использовать для нарезания орнаментальных розеток. В центре специального копира с увеличенной разностью длин осей насверливают по кругу 12 отверстий диаметром 6 мм (рис. 71.3). Заготовку закрепляют на оправке, навинчиваемой на копирную ось. Для жесткого соединения с осью оправку 'поджимают контргайкой. Ограничив копир упорными планками, фрезеруют первую дугу и устанавливают левый упор. Отведя суппорт вправо, платформу с копирной осью подают на себя и затягивают ее фиксатор. Отодвинутый от ролика копир освобождают от зажима и поворачивают на определенный угол (шпильку пропускают в соответствующее отверстие). Закрепив копир в новом положении, фиксатор платформы отпускают. Копир приходит в соприкосновение с роликом. Вращением рукоятки одну из
упорных ппанок копира подводят к штанге ролика, т.е. устанавливают копир в исходное положение. С перестановками копира и возвратом его в исходное положение заготовка вся кий раз будет соответственно поворачиваться на заданный угол, подводя к фрезе очередной сектор обработки. При 12 отверстиях в копире можно фрезеровать розетки с 2, 3, 4, 6 и 12 лепестками.
Специальные копиры с несимметричными контурами имеют несколько стабилизирующих отверстий под шпильку (рис. 71.4). Различные установки копира по отверстиям позволяют получать разнообразные наклоны элементов орнамента. При этом гарантируется зеркальность контура, фрезеруемого по перевернутому копиру. Поворот несимметричного копира также ограничивают упорными ппанками. Варьирование положениями копира и самих обрабатываемых изделий позволяет по одному контуру копира фрезеровать множество орнаментов. Изменение угла наклона копира может настолько трансформировать рисунки орнаментов, что в них трудно будет распознать единый задаваемый контур.
