Декоративная обработка древесины стр.89
Освободив каретку от зажима, суппорт смещают вправо и устанавливают заготовку в положении, показанном на рис. 75.2Б. Зафиксировав каретку, поперечным перемещением заготовку подают на фрезу до полного отделения сектора (обозначен пунктиром). Наладка шкапы делительного диска сохраняется. Вырезав все шесть секторов, получают шести-зубую фрезу. Фрезерование зубьев сопровождают подачей смазочно-охлаждающей жидкости на гребень вращающейся фрезы.
Коническим абразивным диском на зубьях сЬрезы создают необходимый угол заострения (рис. 75.2В). Абразивным диском небольшого диаметра производят затыловку зубьев (рис. 75.2Г). После формирования на фрезе остаются многочисленные заусенцы, которые следует снять, не повредив фасонного контура. Если фреза изготавливается из углеродистой стали, ее закаливают и затачивают. Заточка фрезы сводится к тонкому шлифованию передних граней зубьев и осторожному снятию заусенца, образующегося на профилированной режущей кромке. Поскольку вырез между зубьями имеет клинообразную форму, шлифование производят тонкими металлическими или деревянными дисками с наклеенными кольцами из мелкой абразивной ипи алмазной шкурки.
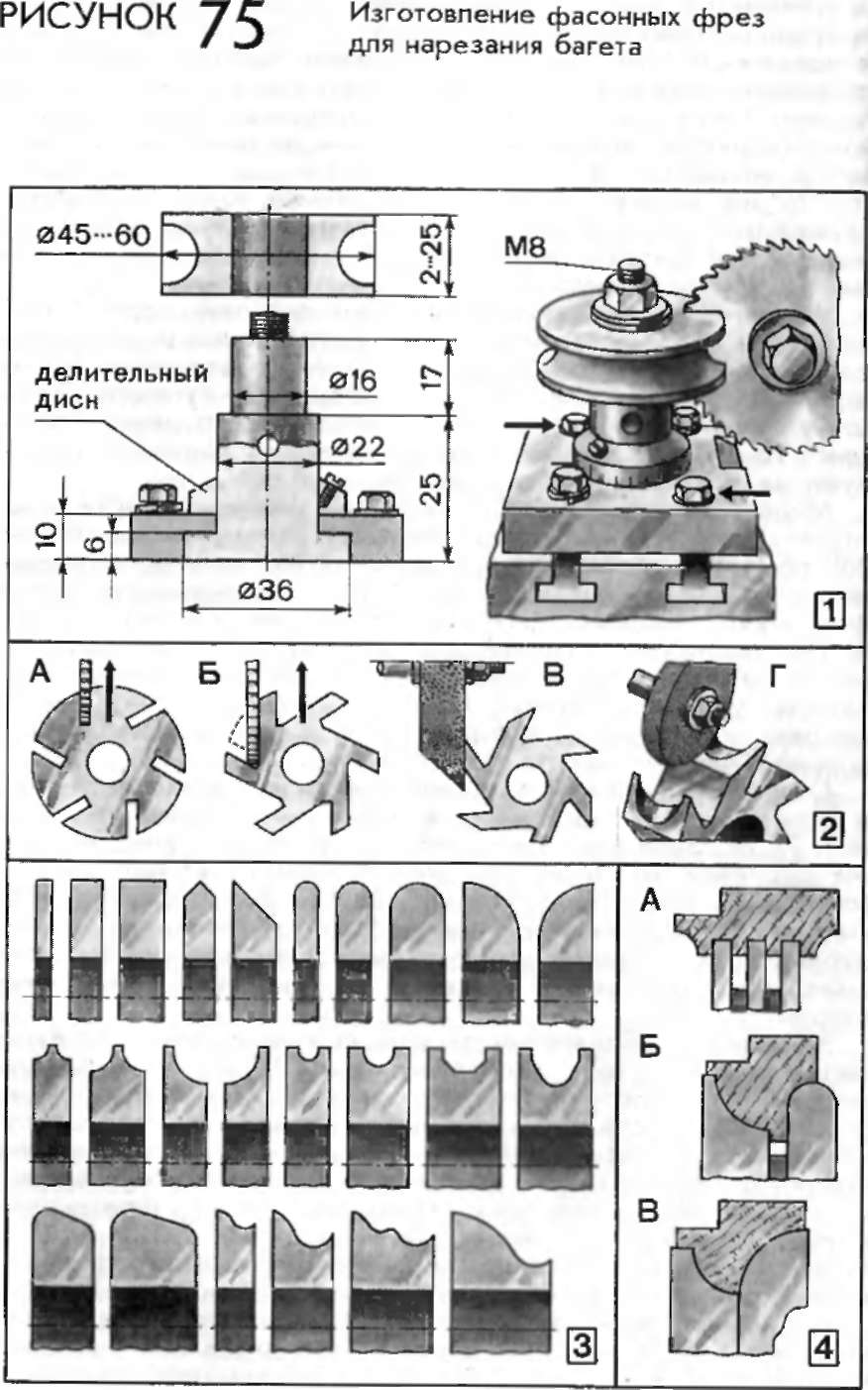
В зависимости от профиля фреэа может иметь 4, 6, 8,- 12 и 24 зуба. Фрезы с большим перепадом высот контура режущей кромки делают с 4 ипи 6 зубьями. При небольшой высоте профиля число зубьев увеличивают: при этом снижается уровень вибрации и улучшается чистота обрабатываемой поверхности. Наиболее характерные профили изготавливаемых фрез показаны на рис. 75.3.
Толщина фрезы не должна превышать .ширину профиля зуба. Соблюдение этого условия позволяет объединять на оправке несколько фрез, образующих общий цельный или разобщенный контур. На рис. 75.4А показано одновременное нарезание трех канавок набором из трех дисковых фрез, между которыми находятся калиброванные установочные кольца одинаковой ширины. На рис. 75.4Б показан набор из двух фрез с промежуточным кольцом. Раздвинутые кольцом фрезы вырезают «свой» профиль, оставляя нетронутой часть заготовки в. виде тонкого канта. Набор из двух фасонных фрез позволяет получить общий сложный контур (рис. 75.4В).
Из рисунка видно, что фрезы имеют разные внешние диаметры. Эту разницу следует закладывать в проекты изготавливаемых фрез. Фрезы с несимметричным профилем режущей кромки желательно иметь в левом и правом исполнениях. Фрезы с одинаковым или кратным количеством зубьев соединяют в пакет таким образом, чтобы плоскости зубьев не совпадали. Сочетание индивидуального и наборного применения фрез значительно расширяет разнообразие профилей вырезаемого багета.
Для вырезания багета пригоден любой хорошо высушенный материал. Багет из древесины твердых пород, легко воспринимающий тонирование, окончательно отделывают прозрачными покрытиями. Багет из мягких пород хуже воспринимает лак, и его чаще изготавливают под непрозрачную отделку или левкас. Вид покрытия влияет на отбор заготовок. Для багета с прозрачным покрытием отбирают материал высокого качества, не имеющий сколов, трещин и сучков. Заготовки под непрозрачное покрытие могут иметь некоторые изъяны, которые исправляют шпаклевкой.
