Декоративная обработка древесины стр.92
Зубья фрез нарезают на станке или вручную. При ручном резании хвостовик фрезы пропускают в отверстие картонного шаблона, имеющего 12 делений, прочерченных в радиальном направлении. Разметочной чертилкой деления переносят на головку фрезы. По полученной разметке слесарной ножовкой на головке фрезы нарезают зубья. Для придания движению полотна определенного направления на хвостовик фрезы надевают кондуктор с двумя прорезями под разными углами, определяющими формирование передних и задних граней ее зубьев.
Глубина пропила зависит от профиля зуба. Цилиндрические и конические головки, имеющие прямую образующую, пропиливают неглубоко. Головки фасонных фрез с криволинейной образующей пропиливают глубже, с тем чтобы плоскость пропила охватывала весь профиль режущей кромки зуба. Таким образом формируются передние и задние грани всех зубьев фрезы. Между гранями обязательно должна остаться тонкая полоска не затронутой ножовкой поверхности, наличие которой гарантирует сохранность запроектированного фасона фрезы. Количество зубьев зависит от диаметра фрезы и шага нарезки.Хорошие результаты дают фрезы с расстоянием между зубьями 1,5—2,5 мм. Нарезанные зубья доводят до нужного профиля тонкими абразивными кругами и закаливают. Затачивают фрезы по передней грани зубьев с применением тонких тарельчатых или конических абразивных кругов, а также оселков и пластинок алмазной шкурки. Показанные на рисунке фрезы
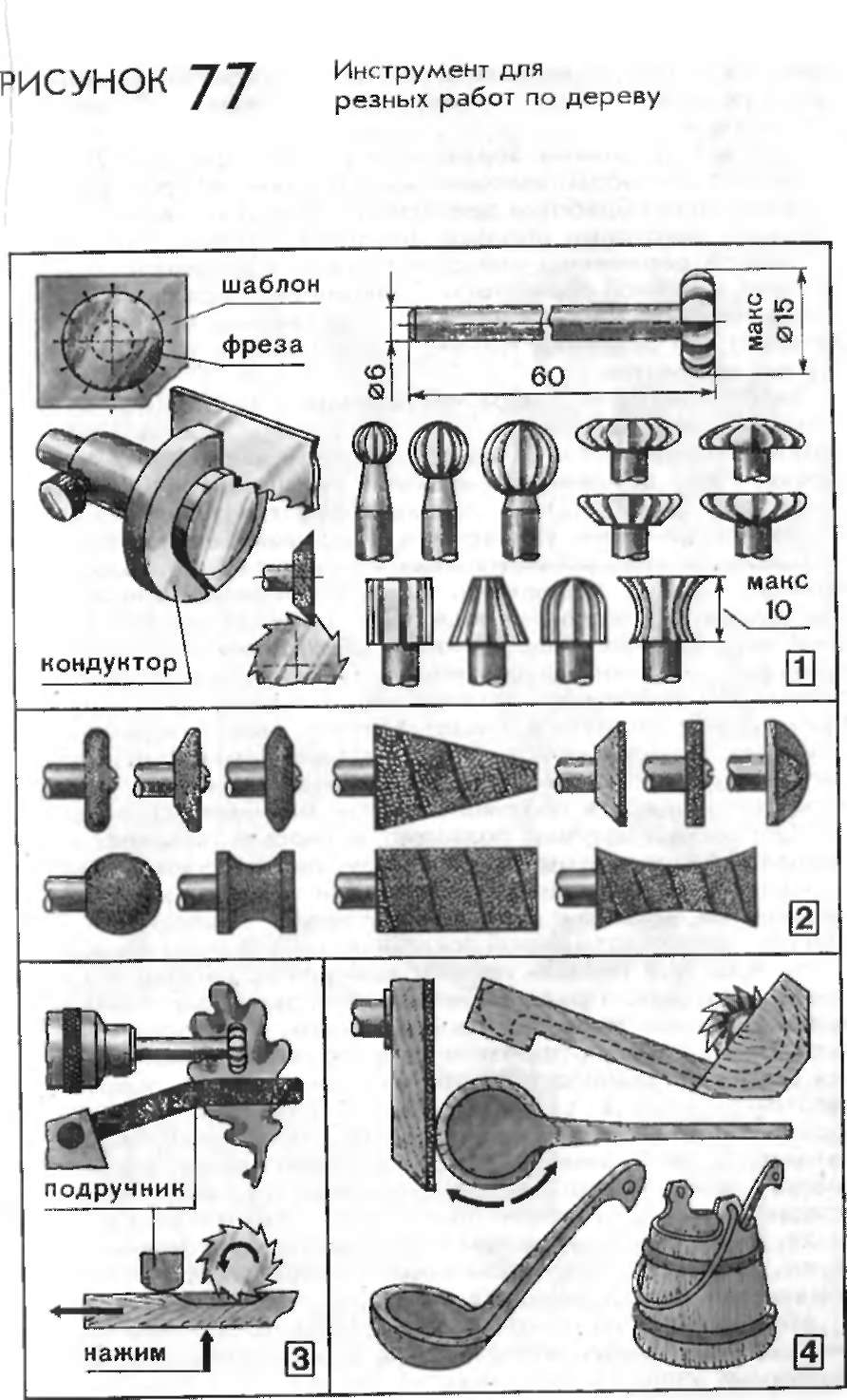
применяют для относительно грубой обработки древесины, формирования общих очертаний изделия и крупных деталировок.
Цельные фасонные абразивные головки (рис. 77.2) изготавливают способом, изложенным в разделе «Абразивный ин{ струмент для обработки древесины». В правой части рисунке показаны некоторые образцы фасонных головок, полученных1 обклейкой деревянных колодок лентами абразивной шкурки крупной и мелкой зернистости. Головки обеих разновидностей применяют для небольших съемов древесины и шлифования деталей; они особенно удобны при обработке тонких скульптурных элементов.
Хвостовики фрез и абразивных головок закрепляют в стандартном сверлильном патроне. Вращаясь против часовой стрелки, фреза срезает небольшой слой древесины с поднесенной снизу деревянной заготовки, удерживаемой пальцами обеих рук (рис. 77.3). Во время обработки заготовка своей верхней плоскостью упирается в подручник, закрепленный в резцедержателе, установленном на суппорте, отведенном в крайнее левое положение. Поперечным смещением салазок суппорта подручник подвигают к фрезе на расстояние 3—4 мм. Наличие подручника — обязательное условие соблюдения техники безопасности. Перекладина подручника полностью исключает затягивание пальцев под фрезу. Кроме того, подручник играет важную роль в надежном и стабильном удержании заготовки. Срезая древесину, фреза увлекает заготовку вперед. Преодолевая давление фрезы, заготовку подают в противоположном направлении — на себя. Опора на подручник позволяет в широких пределах регулировать подачу заготовки на фрезу, направление и глубину резания. Сильное прижатие заготовки к подручнику с покачиванием ее вокруг нижней скругленной поверхности подручника делает возможной локальную выборку древесины.
