Декоративная обработка древесины стр.93
На рис. 77.4 показан пример выборки древесины в одной точке заготовки. Предварительной опиловкой заготовку под ковшик солонки вырезают по плоскостям. В патроне закрепляют шарообразную фрезу и устанавливают частоту вращения шпинделя, равную 1700 об/мин. Опираясь на подручник, заготовку сначала с очень слабым нажимом подают на фрезу. Постепенно увеличивая нажим, фрезу углубляют в заготовку до необходимого уровня. Ослабив нажим, заго-товку слегка поворачивают на вращающейся фрезе, придавая сферическому углублению правильные геометрические очертания. Абразивной шарообразной головкой углубление шлифуют. Внешнюю поверхность ковша полностью обтачивают на абразивном шлифовальном диске.
Абразивные головки простого и сложного профипя применяют для обработки криволинейных поверхностей и подгонки стыкуемых узлов сборных изделий. На рис. 78.1 показан про-
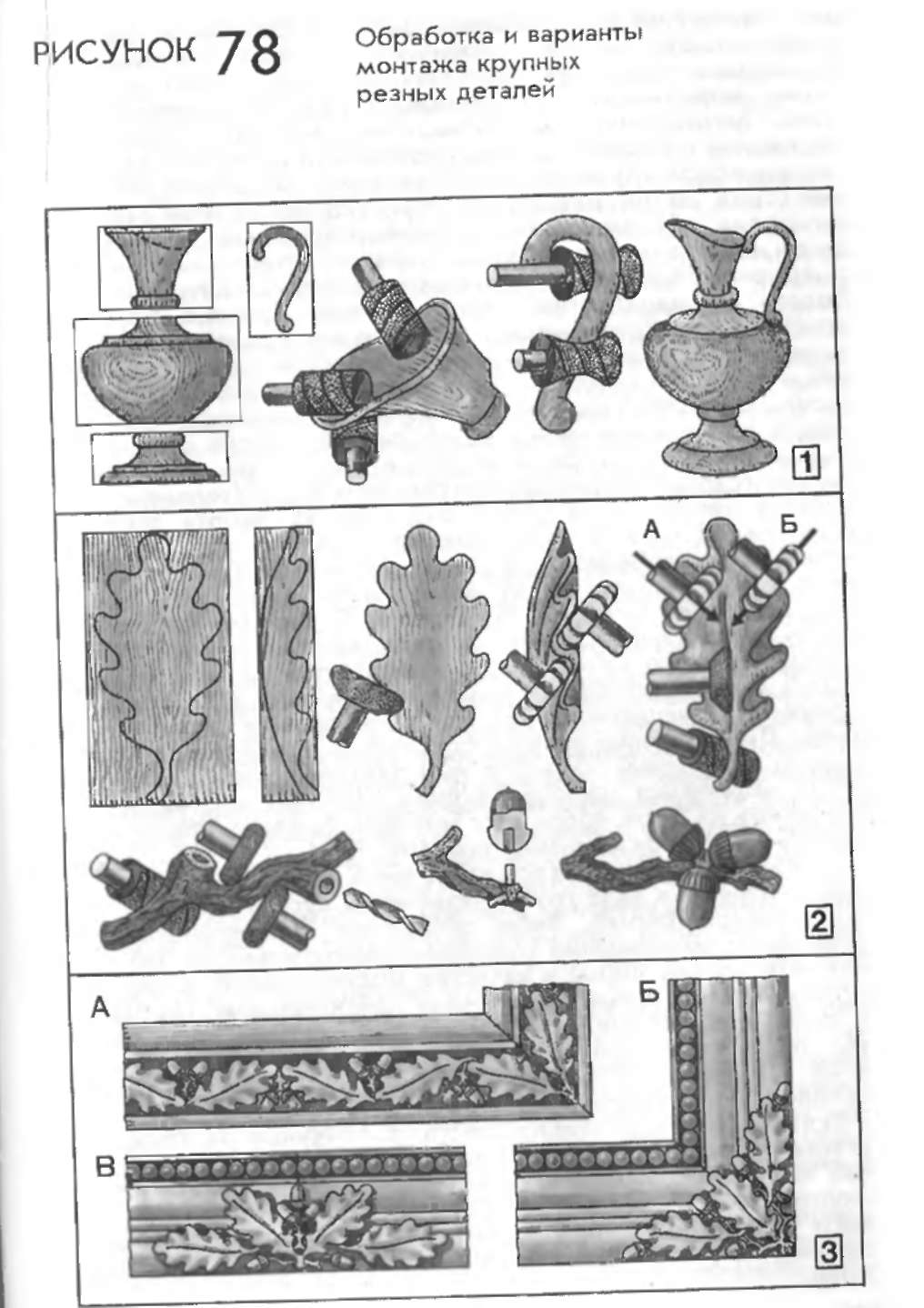
цесс формирования фасонных деталей деревянной вазы с изогнутой ручкой. Вазу собирают из трех отдельно вытачиваемых элементов: подставки, корпуса и горла, а такж^ ручки, выпиливаемой из плоского бруска прочной древе|-сины. Предварительным опиливанием с воронки горла снима^-ют лишний материал, оставляя небольшой припуск. Затем ци|-линдрической крупнозернистой головкой обрабатывают венчик горла, формируя его плавные обводы. Дугообразными головками обтачивают внутреннюю и внешнюю поверхности ручки и доводят ее профиль до заданной кривизны.
На рис. 78.2 показан порядок изготовления элементов дубового накладного орнамента. Плоские буковые брусочки опиливают и обрабатывают абразивными головками по контуру дубового листа. Дисковой скругленной фрезой на лицевой и обратной сторонах листа вырезают волнообразный ре-» льеф. По лицевой стороне волнообразный рельеф может доходить до середины листа, на оборотной стороне его делают только по краю, сохраняя в центре чистую площадку, необходимую впоследствии для закрепления листа (толщина заготовки в центре листа также сохраняется). Работа дисковой скругленной фрезой (или фрезами подобного типа) имеет некоторые особенности. При движении заготовки по стрелке А фреза оставит на ее поверхности широкую канавку. При движении заготовки по стрелке Б вырезаемая канавка будет иметь узкий профиль, соответствующий контуру зубьев фрезы. Если же заготовку перемещать под фрезой по некоторой дуге, переходя от одного направления к другому, то получится расширяющийся или сужающийся углубленный след. Дугообразный рельеф пластичен и наиболее точно передает природный характер вырезаемого декора. Стебель листа обтачивают цилиндрическими абразивными головками. Прожилки на листе прорезают мелкими фрезами или тонкими коническими абразивными головками.
Дубовые ветви вырезают из прочной и твердой древесины, заготовленной в виде грубо нарезанных кусков ломаной геометрической формы. Ветви обтачивают цилиндрическими и дисковыми абразивными головками. Желательно, чтобы резчик имел перед собой в качестве модели живые природные образцы, отобранные по типичным признакам или, наоборот, с редко встречающимися чертами. Вырезаемые ветви должны иметь характерные изгибы и утолщения в местах раздвоений и почках. Утолщение неглубоко насверливают тонким сверлом и в полученные отверстия вставляют с клеем точно подогнанные концы стеблей листа. Выточенные на токарном станке желуди монтируют с помощью специально вырезанных на ветвях одинарных, двойных или тройных шипах. После монтажа места соединения деталей тщательно зашлифовывают абразивными палочками или ленточками абразивной шкурки, пропущенными между элементами собранной гирлянды.
