Декоративная обработка древесины стр.28
Процесс точения шарикового бордюра показан на рис. 21.2. Деревянный пруток пропускают в шпиндель станка. Небольшую часть заготовки выводят наружу и зажимают в кулачках патрона. Полукруглым резцом при поперечной подаче, ограниченной задним упором1, протачивают первый шарик (рис. 21.2А). После этого резец назад не отводят, выключают станок и немного раздвигают кулачки. Слегка прижав пальцем левой руки выточенный шарик к резцу, продольной подачей смещают суппорт вправо до упора. Увлекаемая резцом заготовка вьлянется из патрона и передвинется на один шаг, равный диаметру шарика (рис. 21.2Б). Затем кулачки сжимают, резец отводят назад и смещают влево до упора. Включают двигатель и протачивают очередной шарик (рис. 21.2В). Повторяя цикл, получают шариковый бордюр длиной до 200 мм. После точения между шариками остаются тонкие шейки, и, чтобы бордюр не обломался, его готовую часть пропускают в трубку (без внутреннего шва), закрепленную в пиноли задней бабки (рис. 21.2Г).
Точение шара по шаблону (рис. 21.3) осуществляют приемами, которые применяют при точении фасонных поверхностей. Если заготовка удерживается в центрах, у шаблона частично подрезают оба края. После форрисунок 1 Точение шара фасонными
£т I резцами и по шаблону
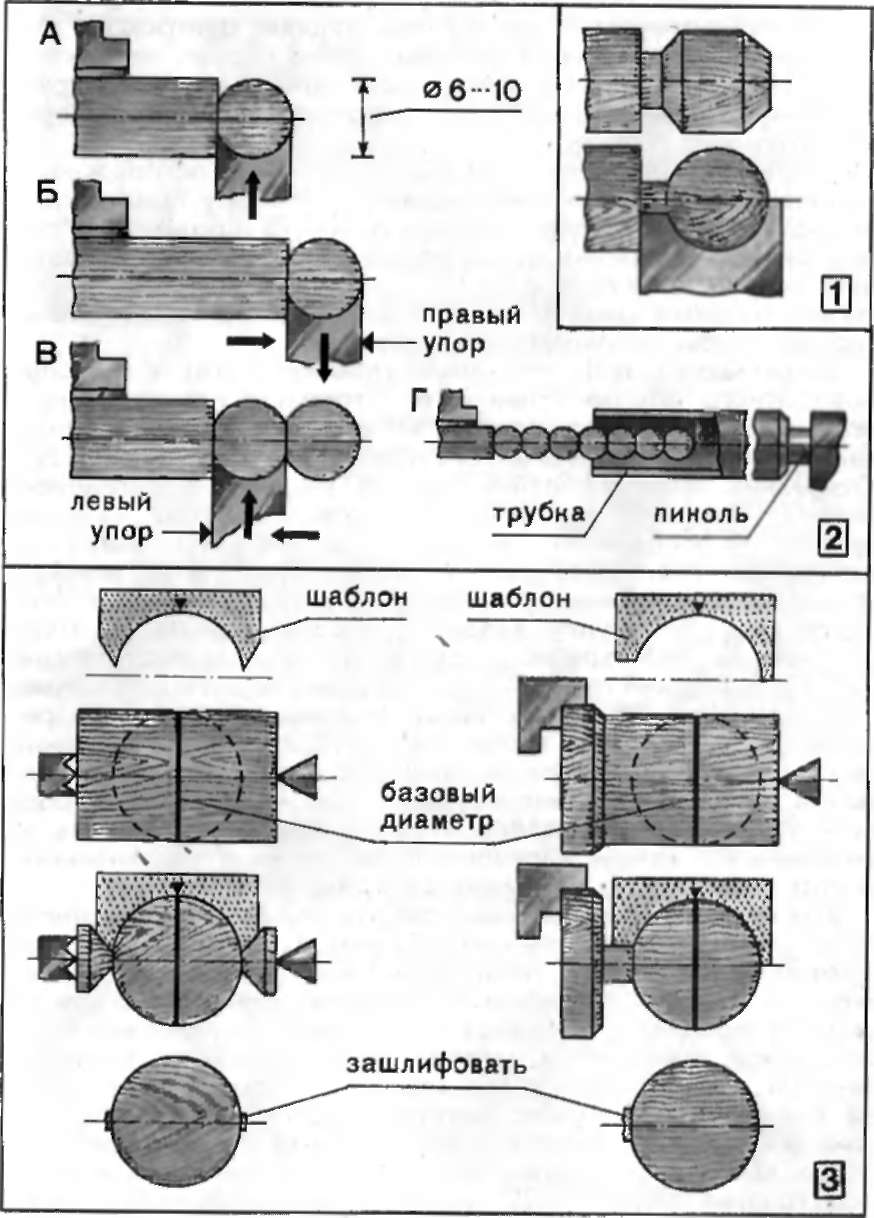
мирования шара остаются две шейки, которые после окончания точения срезают с припуском и зашлифовывают. Обламывать шейки не следует, так как на изломе древесина может глубоко выкрошиться и на шлифованной поверхности шара будут изъяны.
При установке заготовки в патроне остается одна шейка, но ее толщина больше, чем диаметры двух шеек, остающихся при точении с поджатием задним центром. Ручная зачистка двух небольших опорных точек проще, чем точное выведение на шаровую поверхность одного крупного среза. Поэтому способ закреппения заготовки в центрах предпочтительнее.
Обработку шара по шаблону ведут очень осторожно, не торопясь, постепенно приближаясь к нужному профилю. На заключительной стадии точения рабочую кромку шаблона подкрашивают мягким карандашом. При ручном вращении шпинделя шаблон прикладывают к обработанной поверхности. На ней остается след, показывающий, где еще надо снять материал, чтобы получить форму шара.
Шары одинакового диаметра удобнее точить с помощью поворотного приспособления, в котором основная часть — подвижный резцедержатель. Общий вид приспособления и взаимодействие отдельных его узлов показаны на рис. 22.1. Основание приспособления состоит из двух металлических пластин толщиной 8—10 мм и букового бруска. Пластины крепятся к поперечным салазкам суппорта двумя сквозными шпильками М8. В бруске установлена латунная втулка с фланцем, закрепленным четырьмя шурупами с утопленными головками. Во втулку входит поворотный лалец, к которому винтом Мб крепится подвижный резцедержатель {рис. 22.1 А). В верхней плоскости резцедержателя делается отверстие с резьбой М8, в которое ввинчивается хвостовик резцовой муфты. Муфта имеет отверстие 10 мм и два зажимных винта Мб. В отверстие муфты вставляется круглая державка резца и зажимается винтами (рис. 22.1 Б). Таким образом, подвижный резцедержатель получает возможность поворачиваться вокруг горизонтальной оси, и установленный в муфте резец будет описывать дугу заданного радиуса.
