Декоративная обработка древесины стр.29
Для тонкой и качественной работы положение приспособления необходимо тщательно выверить. С этой целью в поворотный папец вместо резцедержателя устанавливают стержень — рейсмас с острым коническим окончанием. Для соосности поворотного пальца и рейсмаса их протачивают в собранном состоянии в центрах. Приспособление устанавливают на суппорте так, чтобы вершина рейсмаса точно совпала с вершиной упорного центра, вставленного в шпиндель (рис. 22.1В). Как только это положение будет найдено, гайки обеих крепежных шпилек затягивают. После такой выверки ось точения шара и ось поворота резцедержателя будут рисунок 22
Приспособление для точения шара и шлифование шара кольцевым инструментом
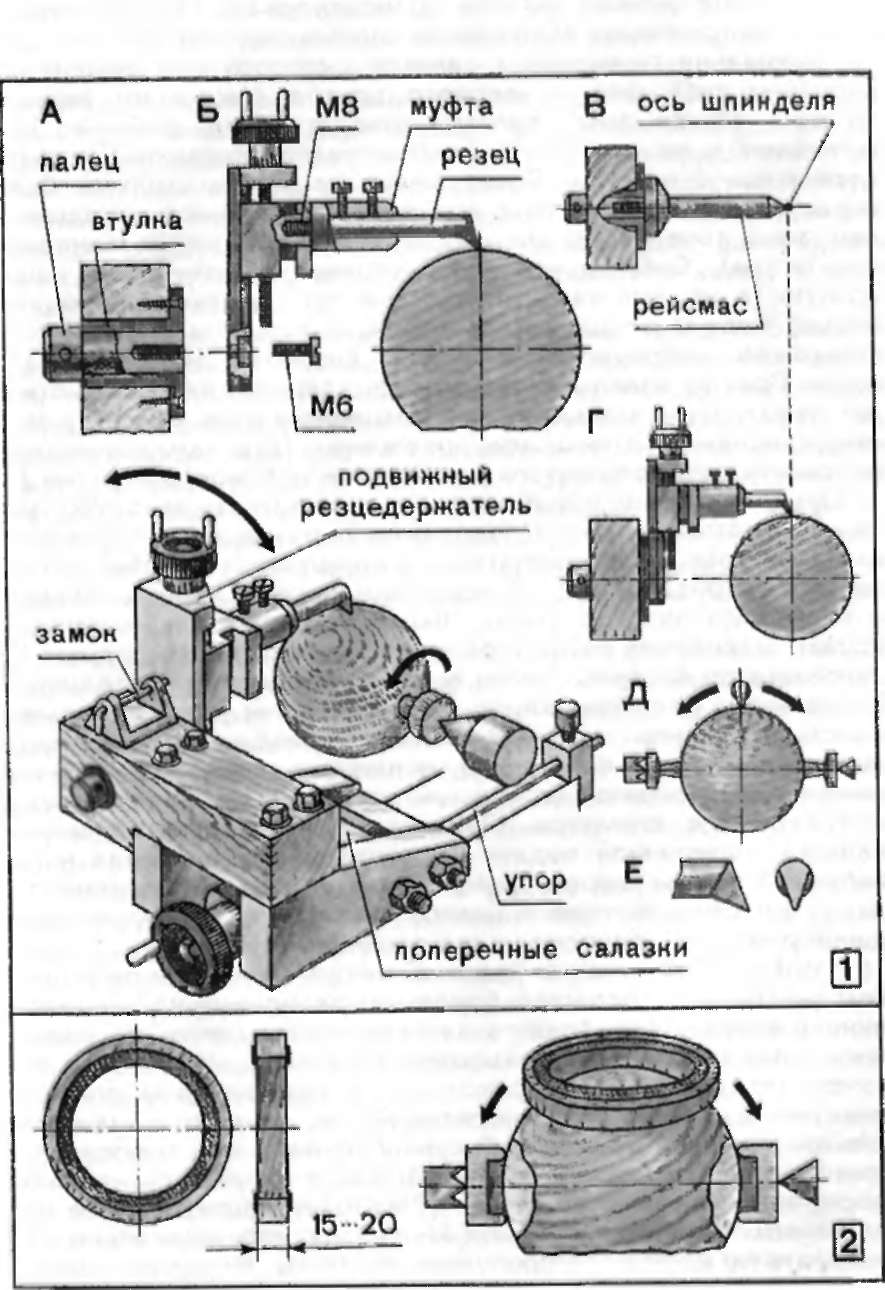
находиться в одной плоскости и формирование геометрически правильного шара будет обеспечено. Еспи ось поворота пройдет выше оси точения, шар получится сплюснутым по оси точения» если ниже — шар будет вытянутым по оси точения. Это явление можно усипить и использовать положительно, если ставится задача вытачивания сплюснутых фигур.
Положение поперечных сапазок суппорта при сомкнутых вершинах рейсмаса и упорного центра фиксируют задним упором. После этого сапазки отводят назад, рейсмас вывинчивают и на его место устанавливают подвижный резцедержатель с резцом. Вылет резца из муфты должен быть отрегулирован так, чтобы его режущая кромка находилась над осью точения (на рис. 22.1 Г это соответствие показано пунктиром). Соблюдение этого условия обеспечивает радиальную (а не тангенциальную, как при других положениях резца) подачу резца на древесину, и только в этом случае возможен метрический контроль диаметра вытачиваемого шара. Вращая влево маховичок резцедержателя, резец отводят вверх. С помощью замка резцедержатель фиксируют в стационарном вертикальном положении. (Для замка в нижней плоскости резцедержателя делается неглубокое отверстие.)
Предварительно обработанную с припуском заготовку устанавливают в центрах. Продольным перемещением суппорта ось поворота резцедержателя устанавливают против центра заготовки (рис. 22.1Д). Поперечным перемещением салазки суппорта доводят до упора. Включают двигатель и, вращая вправо маховичок резцедержателя, резец сверху подают на заготовку до касания. Замок выводят из отверстия. Медленно поворачивая резцедержатель в обе стороны, срезают поверхность древесины, оставляя шейки. Зафиксировав резцедержатель в среднем положении, делают замер. По показаниям лимба резец подают на нужный размер и протачивают шар необходимого диаметра. При точении последующих шаров наладку поперечной подачи не нарушают. Обработка и калибровка партии шаров производится только продольной подачей резцедержателя к центру заготовки, радиальной подачей резца на древесину и его движением по дуге.
На рис. 22.1Е показан профиль резца. При подходе к шейкам он срезает древесину боковыми режущими кромками, и нужно внимательно следить за тем, чтобы шейки не срезались, пока шар не будет выточен в размер. Когда шар выточен, резцедержатель фиксируют в вертикальном положении, резец отводят вверх и готовый шар снимают с центров. Шейки вручную отпиливают и зашлифовывают с небольшим припуском. Окончательное шлифование шаров про-изводят после вытачивания всей серии. (Заготовку под шар даже при единичном изготовлении рекомендуется предварительно обработать по шаблону с припуском 4—6 мм. Предварительный съем древесины можно производить интенсивно и быстро. Окончательная обработка шара на приспособлении сводится к точному формированию поверхности с высокой ее чистотой.)
