Декоративная обработка древесины стр.80
Перемещение подвижной колодки позволяет устанавливать изделия для обработки поясов с большим радиусом — до 150 мм (при длине стержней 100 мм). Делительный диск имеет сорок восемь делений.
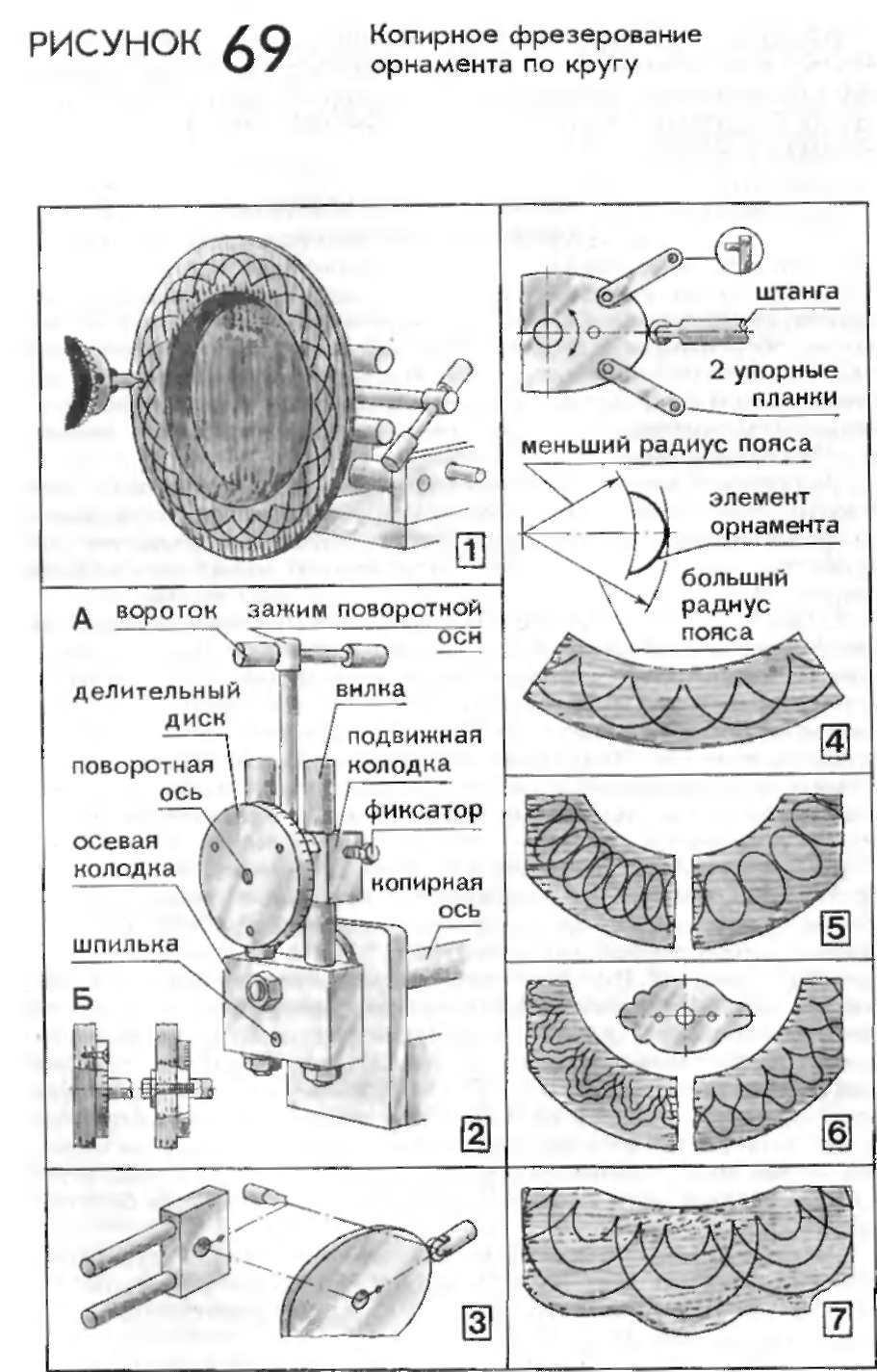
Шпилька ориентирует устройство так, чтобы его ось была параллельна большой оси копира (рис. 69.3). Только при такой ориентации фрезеруемые орнаментальные элементы (дуги) будут симметричны. Если асимметричность дуг задана, то шпильку удаляют и закрепляют осевую колодку под расчетным углом к оси копира.
При нарезке орнамента можно работать частью готового овального копира или вырезать специальные копиры: овальный на полный оборот и криволинейный, соответствующий контуру элемента орнамента.
Используя часть рабочего контура копира, его поворот на оси ограничивают двумя планками. На концах планок имеются горизонтальные упорные стержни, которые в крайних положениях копира упираются в штангу копирного ролика (рис. 69.4). Наладку устройства на фрезерование производят в следующем порядке.
На лицевой поверхности изделия в момент точения прочерчивают карандашом два кольца (большого и малого радиусов), определяющих пояс фрезерования орнамента.
Если за элемент орнамента принимается дуга, соответствующая размеру копира, т.е. в масштабе 1:1, приспособление поперечной лодачей суппорта устанавливают так, чтобы расстояние между вершиной четвертькруглой фрезы и центром копирной оси равнялось половине оольшой оси копира. При иных масштабах расстояние между фрезой и копирной осью соответственно увеличивают или уменьшают.
Отведя в налаженном положении приспособление вправо, на копирной оси закрепляют осевую колодку (подвижная колодка с изделием с устройства временно снята). Копир поворачивают и устанавливают в положении, при котором большая ось проходит через точку касания с копирным роликом (горизонтальное положение большой оси). Вилка поворотно-делительного устройства также встанет в горизонтальное положение. На вилку надевают подвижную колодку с закрепленным круглым изделием. Подав суппорт влево, изделия приближают к концу фрезы. Подвижную колодку сдвигают ло стержням вилки до совмещения вершины фрезы с кольцом большего радиуса орнаментального лояса (внешнее кольцо). В этом положении колодку фиксируют.
Вращая изделие, делительный диск устанавливают на «О». Поворотную ось зажимают. В непосредственной близости фрезы от деревянной поверхности вращением рукоятки изделие поворачивают на копирной оси до тех пор, пока вершина фрезы не подойдет к кольцу меньшего радиуса орнаментального пояса (к внутреннему кольцу). В этой точке налаживают положение одной из планок, упорный стержень которой должен примыкать к штанге. Вторую планку устанавливают симметрично первой.
Фрезерование перекрестного орнамента производится при неподвижном положении поперечных салазок (их фиксируют упорами). Установив копир по одной из упорных планок, изделие продольно подают на фрезу и, углубив ее, фрезеруют дуговую канавку с припуском 0,3—0,5 мм. Отведя суппорт вправо, вращением рукоятки копир (изделие) возвращают в исходное положение. Подав суппорт влево, фрезу врезают до полного профиля и устанавливают левый упор, по которому фрезеруют овальную дугу начисто.
