Декоративная обработка древесины стр.67
предыдущему следу. Фрезерование спирали движением приспособления вперед (от себя) предпочтительнее, чем работа в обратном направлении, так Как в этом случае усилие резания, направленное вдоль оси заготовки, воспринимается фланцем поворотной оси, представляющим для заготовки более жесткую опору, чем конус поджимного вращающегося центра.
Профрезеровав первую спиральную канавку, фиксатор выводят из отверстия делительного диска. Заготовку поворачивают на расчетный угол (шаг) и фиксируют в новом положении. Повторяя налаженный режим, фрезеруют вторую, третью и последующие канавки. В процессе фрезерования может выясниться, что фреза несколько не дошла до нужной глубины и еще не дает расчетного профиля спирали. В этом случае следует все Канавки нарезать до конца по первоначальной наладке. Затем, сместив упор, ввести поправку и по новой наладке дорезать подряд все спирали.
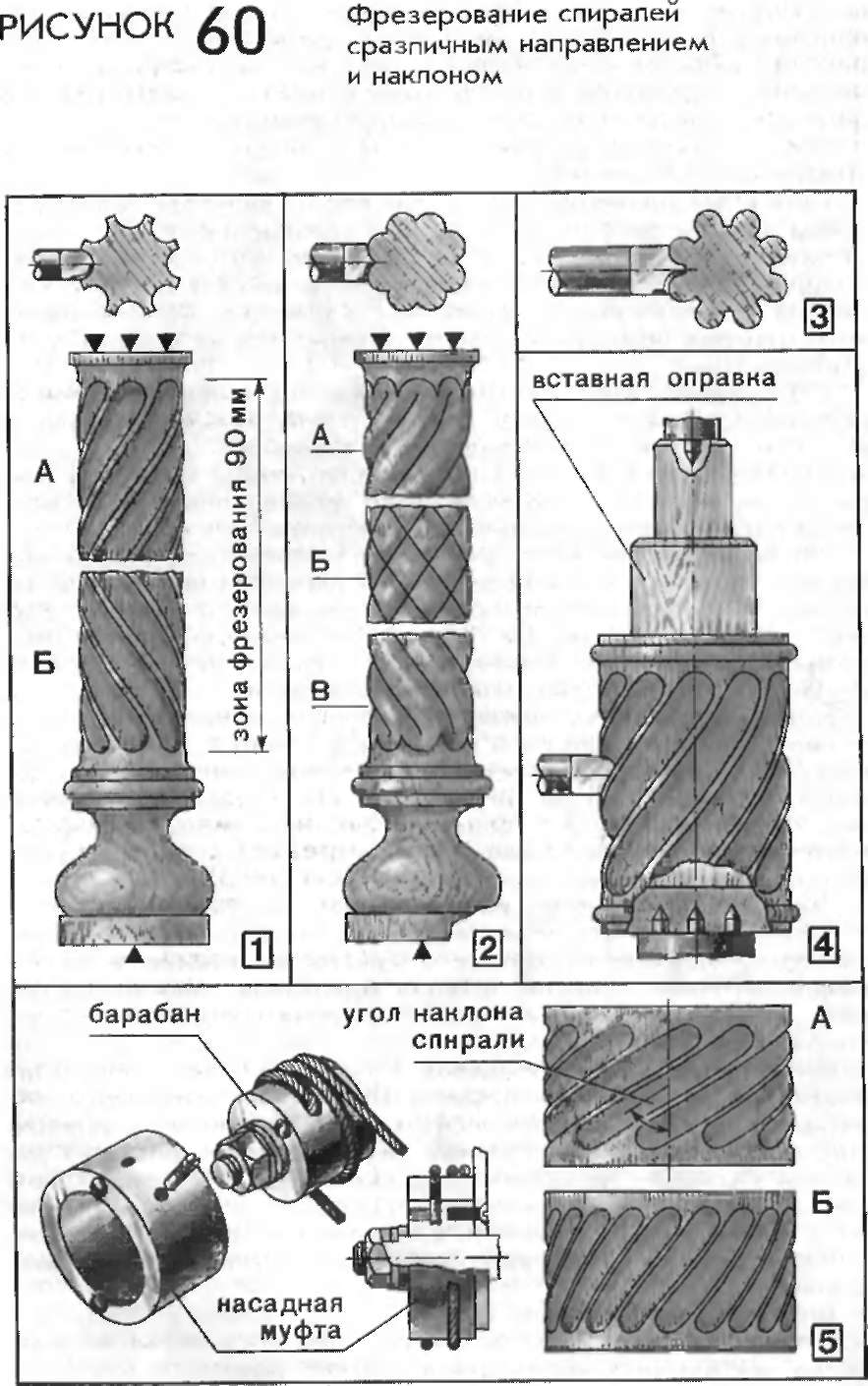
Показанный на рис. 60.2 профиль формируется четвертьк-руглой фрезой. Участок А соответствует правому направлению фрезерования, участок В — левому. Взаимное пересечение спиралей образует смешанный вариант — участок Б. Элементы профиля, напоминающего скрученный канат, формируются двумя смежными канавками. При точном расчете всех исходных данных после чистовых проходов древесина снимается полностью и поверхность «каната» не будет-иметь следов предварительной токарной обработки.
Проектируя форму спиральных Канавок, следует учитывать назначение детали, на которой они нарезаются. Детали осветительной арматуры покрывают спиралями с неглубоким, неконтрастным рельефом (рис. 60.1 и 2). На деталях, удаленных от сильного света и применяемых, например, для оформления корпусов настенных часов, нарезают спирали глубокого рельефа, дающего резкие тени (рис. 60.3).
Короткие заготовки устанавливают в приспособление, пользуясь промежуточной оправкой. На рис. 60.4 показан пример закрепления деревянного стакана, надеваемого на вставную оправку из несортовой древесины. Внешний диаметр оправки должен точно соответствовать внутреннему диаметру изделия.
Связь осевого перемещения заготовки с ее поворотом предопределяет наклон спирали. При постоянном диаметре барабана угол наклона спирали будет увеличиваться по мере увеличения диаметра заготовки. Фрезеруемые на изделиях большого диаметра спирали с большим углом наклона (рис. 60.5А) своими сильно вытянутыми линиями не создают желательного эффекта, но если уменьшить угол поворота заготовки при той же величине поперечного хода, то на цилиндрах большого диаметра можно получить более крутые спиральные линии (рис. 60.5Б).
Для уменьшения угла поворота заготовки есть несколько способов. Один из них основан на увеличении диаметра барабана насадными муфтами (рис. 60.5). Ослабив натяжение тягового каната, его снимают с барабана, на который насаживают муфту. В резьбовое отверстие муфты завинчивают винт с потайной головкой. Пройдя сквозь кольцо муфты, он заходит в отверстие крепления каната на барабане и жестко соединяет обе детали. В два других отверстия муфты вставляют и фиксируют концы каната аналогично их закреплению в барабане. Намотав на муфту соответственно половину и полтора витка каната, его натяжение восстанавливают натяжным роликом. Длина каната, наматываемого как на муфту, так и на барабан, должна включать запас в полвитка, который при любом ходе приспособления не будет смотан. Этот запас предотвращает выдергивание каната из гнезда при натяжении и на конечных этапах фрезерования.
